Защитная маска для платы: паяльная защитная маска печатной платы
Содержание
Защитные паяльные маски способы их нанесения – статьи компании «ТЕХНОТЕХ»
В последнее время покрытие печатной платы защитной паяльной маской является неотъемлемой частью современной технологии их изготовления. Использование паяльных масок стало настолько распространенным, что весьма необычно видеть печатные платы без данного покрытия.
В процессе проведения сборочно-монтажных работ и эксплуатации изделия наличие защитной паяльной маски на печатных платах крайне необходимо, поэтому особое внимание уделяется их выбору и способам нанесения.
Паяльная маска представляет собой однокомпонентные или двухкомпонентные смеси, часто окрашенные в насыщенный зеленый цвет. Встречаются и другие цвета: синий, красный, желтый, белый, черный и даже фиолетовый. В последние годы потребителя интересует не только цвет маски, но и тип поверхности (матовая, полуматовая или глянцевая).
По существу, маска — это тонкий полимерный слой заданной толщины, который защищает проводники от механических воздействий и помогает минимизировать образование коротких замыканий с помощью перемычек, образованных избыточным припоем. В настоящее время в связи с изготовлением и усложнением малогабаритной электроники возникает необходимость создания печатных плат с насыщенным рисунком схемы. При монтажных работах используют комбинированный способ пайки, в процессе которого за один рабочий цикл выполняется большое число паяльных соединений, а вероятность появления перемычек между проводниками приводит к необходимости защиты элементов проводящего рисунка от образования замыканий.
В настоящее время в связи с изготовлением и усложнением малогабаритной электроники возникает необходимость создания печатных плат с насыщенным рисунком схемы. При монтажных работах используют комбинированный способ пайки, в процессе которого за один рабочий цикл выполняется большое число паяльных соединений, а вероятность появления перемычек между проводниками приводит к необходимости защиты элементов проводящего рисунка от образования замыканий.
Существуют две разновидности материалов для защитных паяльных масок: жидкие и пленочные.
Технологические возможности предприятия «ТЕХНОТЕХ» позволяют наносить как жидкие паяльные маски, так и сухие пленочные маски. Каждый тип маски имеет ряд преимуществ и недостатков, так же, как и оборудование для ее нанесения.
Нанесение защитной паяльной маски на нашем производстве происходит различными способами:
- методом сеткографии;
- методом полива;
- методом струйно-факельного распыления;
- методом ламинирования.


К преимуществам использования метода сеткографии на полуавтоматических установках можно отнести малые капиталовложения в оборудование, низкие затраты на вспомогательные материалы, возможность использования одного оборудования для осуществления других операций, например, нанесения маркировки или нанесения эпоксидной маски.
К недостаткам данного метода можно отнести проблематичность полного покрытия межпроводникового пространства на платах 5-6 класса точности и наличие пузырей воздуха в маске вследствие ее высокой вязкости, а также низкую производительность оборудования по сравнению с другими методами. Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Важную роль в сеткографии имеет выбор материала сетки, номера сетки и угла натяжения. Сетки изготавливаются из различных материалов, таких как нейлон, полиэстер, нержавеющая сталь, шелк.
Номер сетки (число нитей на сантиметр и диаметр нитей) является важнейшим фактором, влияющим на количество наносимой маски и качество получаемого изображения. Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Метод полива или «мокрой завесы» целесообразно использовать при изготовлении больших серий печатных плат. Производительность в среднем составляет 120 заготовок в час типоразмером 610х457 мм при одностороннем нанесении маски. В то же время, при использовании метода сеткографии, производительность составляет приблизительно 60 заготовок в час. Что касается толщины масочного покрытия, то она сопоставима с толщиной маски при нанесении ее методом сеткографии. Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Метод полива не эффективен при нанесении маски на печатные платы с высотой печатного проводника 65 мкм и выше, маска будет стекать с проводников, образуя очень тонкий слой на поверхности и на торце медного проводника. В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
Метод струйно-факельного распыления занимает промежуточное место по своим характеристикам между методом «мокрой завесы» и методом сеткографии. Этот способ нанесения также имеет свои плюсы и минусы.
Данный метод позволяет получить достаточную толщину маски на краях высоких печатных проводников и между соседними печатными проводниками. Маска для струйно-факельного распыления имеет большую текучесть, чем маска, используемая для метода трафаретной печати, но меньшую, чем маска, используемая для полива. Оборудование для распыления имеет низкий расход паяльной маски.
Область направления распыления маски расположена поперек движения конвейера, что дает возможность получить равномерное по толщине масочное покрытие по всей площади заготовки. Так как распыление происходит под углом, процесс покрытия торцов печатных проводников дает надежную равномерную защиту всей поверхности проводника, и попадание воздуха в паяльную маску исключено.
Равномерное по толщине покрытие маской, даже на «высоких» проводниках, получается благодаря распыляющейся нагревающей форсунке и позволяет снизить расход маски путем распыления только на заданную область. Данная технология требует низкого содержания растворителя в паяльной маске, и, соответственно, время предварительной сушки маски тоже сокращается. Толщина слоя в отвержденном виде составляет в среднем от 25 до 40 мкм. На толщину покрываемого слоя влияют скорости движения конвейера и распыляющей форсунки, давление маски в форсунке. С помощью данного метода можно предотвратить сильное затекание маски в металлизированные отверстия печатной платы, что является значительной проблемой при использовании метода сеткографии и «мокрой завесы». Маска, нанесенная на печатные платы данным методом, имеет высокую адгезию к поверхности, имеет небольшой подтрав и хороший внешний вид, так как при проявлении маски требуются более щадящие режимы (давление раствора для проявления и время проявления).
Данная технология требует низкого содержания растворителя в паяльной маске, и, соответственно, время предварительной сушки маски тоже сокращается. Толщина слоя в отвержденном виде составляет в среднем от 25 до 40 мкм. На толщину покрываемого слоя влияют скорости движения конвейера и распыляющей форсунки, давление маски в форсунке. С помощью данного метода можно предотвратить сильное затекание маски в металлизированные отверстия печатной платы, что является значительной проблемой при использовании метода сеткографии и «мокрой завесы». Маска, нанесенная на печатные платы данным методом, имеет высокую адгезию к поверхности, имеет небольшой подтрав и хороший внешний вид, так как при проявлении маски требуются более щадящие режимы (давление раствора для проявления и время проявления).
Сухие пленочные защитные маски для метода ламинирования представляют собой сухую фотополимерную защитную пленку на основе эпоксидных материалов.
Поставляются такие маски разной толщины (40 мкм, 75 мкм, 100 мкм). Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Одним из главных преимуществ сухой пленочной маски является возможность надежного тентирования контактных площадок переходных отверстий.
Это предотвращает соприкосновение навесных компонентов при монтаже с проводящим рисунком. Маска, нанесенная методом сеткографии, полива или струйно-факельного распыления не дает надежного тентирования. Тенты могут быть пробиты в процессе проявления паяльной маски, термоудара и привести к затеканию агрессивных сред в переходные отверстия. В сравнении с жидкой паяльной маской, сухая не имеет «срока жизни», за исключением срока реализации, в то время как жидкая маска должна быть использована после смешения компонентов, в среднем, в течение трех-пяти дней.
К недостаткам сухой маски можно отнести высокую стоимость, невозможность получения тонких перемычек между контактными площадками, большой расход маски при автоматическом режиме работы оборудования и низкую производительность данного оборудования.
Выбор нанесения защитной маски по медному проводящему рисунку или по финишному покрытию часто определяет конструкторская документация, однако не надо забывать о здравом смысле. Создать достаточную шероховатость поверхности для надежного сцепления защитной маски с медью гораздо проще, чем для финишного покрытия иммерсионное золото или иммерсионное серебро. Предприятие «ТЕХНОТЕХ» имеет технологическую возможность нанесения защитной паяльной маски по самым распространенным финишным покрытиям, применяемым в производстве печатных плат: гальванические (медь, олово, ПОС, золото, золото-кобальт, серебро) и иммерсионным (золото, серебро).
В заключение хочется отметить, что выбор метода нанесения маски и использование соответствующего оборудования в каждом случае осуществляется с учетом множество факторов. Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Инженер-технолог ООО «ТЕХНОТЕХ»
Дождикова О.Е
Жидкая защитная паяльная маска, PETERS
Техническая информация
Двухкомпонентная паяльная маска
серии ELPEMER 2467
- Зеленый прозрачный цвет с различной степенью блеска, а также много частных оттенков цветов
- Подходит для всех используемых процессов
- Фотоструктурируемая
- Высокая разрешающая способность 50 мкм между проводниками
- Водно-щелочное проявление
- Устойчивость к термоциклированию:от -65 до +125°С
- Великолепная стабильность в гальванических и химических процессах золочения, паладирования, серебрения и лужения органических защитных покрытий
- Совместимость с безсвинцовой технологией пайки
- Все лаки удовлетворяют стандартам IPC-SM-840.
- Горючесть соответствует V-0 по UL-94.

Общая информация
Двухкомпонентная защитная паяльная маска ELPEMER 2467 применяется в качестве защитной маски для плат с поверхностной и повышенной плотностью монтажа. Представляет собой фотоструктурируемую маску, которая используется в любых процессах нанесения маски:
Комбинации:
AS 2467 — воздушное распыление
ES 2467 — электростатическое распыление
GL 2467 — поливом
SD 2467 — трафаретная печать
Применение
Высокая разрешающая способность и высокие диэлектрические свойства
ELPEMER 2467 дают возможность использовать маску как изолирующее покрытие для печатных плат с рисунком сверхмалых размеров, для SMD технологии и для многослойных печатных плат.
Характеристики
- Метод нанесения — любой способ
- Высокая производительность
- Высокое содержание твердых частиц обеспечивают небольшой вес влажной маски и оптимальное соотношение высоты пленки к высоте контактной площадки
- Широкий диапазон предварительной сушки
- Низкая энергия экспонирования
- Высокое разрешение: почти вертикальные стенки позволяют воспроизводить мелкие детали ( 50 мкм) лака при SDM технологии
- Не требуется времени выдержки после экспонирования, что позволяет использовать маску на поточных линиях
- Высокая твердость к карандашу, великолепная стойкость к царапинам и механическим повреждениям
- Стойкость в гальванических и химических процессах золочения, палладирования и серебрения
- Очень хорошая совместимость со слабо концентрированными флюсами
- Минимальная адгезия поверхности маски по отношению к припою
- Возможна безсвинцовая пайка
- Очень низкое загрязнение поверхности маски после пайки HAL
- Великолепная адгезия маски служит идеальной основой для других покрытий (маркировка, токопроводящие пасты). Пригоден для лазерного выжигания посредством СО2 ( на выжженных полях нет адгезии припоя)
- Не содержит галогенов
- Соответствует нормам требований UL 94V0
 Пригоден для лазерного выжигания посредством СО2 ( на выжженных полях нет адгезии припоя)
Пригоден для лазерного выжигания посредством СО2 ( на выжженных полях нет адгезии припоя)Физические и механические свойства
Характеристики | Метод испытаний | Результат |
Адгезия | IPC-SM-840D.3.5.2.1 IPC-SM-840D.3.5.2.6 | Класс H и T Класс H и T |
Cтойкость к надрезу | EN ISO 2409,ISO2409 На меди На FR4 |
Gt 0 Gt 0 |
Стойкость к царапанию карандашом | IPC-SM-840D. По Wolff-Wilborn | 6 H 6 H |
Стойкость к растворителям и моющим средствам | IPC-SM-840D.3.6.1.1 Изопропанол-75% Ионизированная вода-25% Моноэтаноамин-10% |
Выполнен
Выполнен |
Стойкость к растворителям | Тест платы, помещенный в дихлорметан на 30 мин при комнатной температуре |
Без набухания |
Сопротивление припоя |
Назад к списку | |
|
| ||
 3.5.1
3.5.1Отслаивающиеся маски для пайки — Защита выбранных областей печатной платы
Отслаивающиеся маски для пайки — Защита выбранных областей печатной платы
Часто печатные платы требуют защиты отдельных участков платы во время обработки поверхности или в процессе сборки, чтобы припой не попадал на контакты, клеммы и покрытые металлом сквозные отверстия (PTH). В прошлом устойчивая к слышимости лента наносилась вручную в различных формах и размерах, что приводило к задержкам в производстве, затратам времени и дополнительным затратам времени и средств на удаление ленты.
В прошлом устойчивая к слышимости лента наносилась вручную в различных формах и размерах, что приводило к задержкам в производстве, затратам времени и дополнительным затратам времени и средств на удаление ленты.
Отслаивающиеся маски для пайки обеспечивают защиту печатных плат в процессах пайки, таких как пайка волной припоя, пайка оплавлением или на уровне печатной платы для защиты поверхности. Многослойные покрытия, такие как угольная краска, твердое золото или связываемое золото, нуждаются в защите от баланса применяемого покрытия поверхности, такого как ENIG или иммерсионное серебро. Отслаивающаяся маска — это надежный, экономящий время и деньги процесс, это приложение давно превзошло ручное маскирование с помощью термостойких лент, таких как Kapton.
Печатная плата с отслаивающейся паяльной маской
Отслаивающаяся паяльная маска (также известная как съемная съемная маска или синяя маска) наносится трафаретной печатью, действует как защита в процессе и удаляется после обработки на контрактный сборочный дом. Изготовитель печатных плат может нанести маску любого дизайна или формы на одну или несколько секций с каждой стороны одновременно. Поставщик печатных плат может создать одну плавную деталь, которая позволит заказчику снять всю конструкцию одним движением.
Изготовитель печатных плат может нанести маску любого дизайна или формы на одну или несколько секций с каждой стороны одновременно. Поставщик печатных плат может создать одну плавную деталь, которая позволит заказчику снять всю конструкцию одним движением.
- Экономия времени и средств по сравнению с тейпированием.
- Лента — это немеханический процесс, в котором участвуют люди. В зависимости от задействованного количества, процесс записи на пленку может занять несколько часов или дней. Ленту невозможно изменить, чтобы замаскировать нужные области, что часто увеличивает трудозатраты.
- Защита сложных структур и форм с помощью эффективной трафаретной печати.
- Многие участки печатной платы могут нуждаться в защите в процессе сборки, а также на различных участках поверхности деталей различной формы. Использование файла Gerber для создания защищаемого слоя позволяет одной операцией создать экран и позволяет применить маску за один проход, легко защищая все области.
- Многие участки печатной платы могут нуждаться в защите в процессе сборки, а также на различных участках поверхности деталей различной формы. Использование файла Gerber для создания защищаемого слоя позволяет одной операцией создать экран и позволяет применить маску за один проход, легко защищая все области.

Сборка состоит из нескольких этапов: можно закрыть более крупные элементы и легко обрабатывать отверстия диаметром до 0,120 мм. Этот маскирующий защитный слой предотвращает попадание брызг на расположенные поблизости чувствительные элементы, которые не требуют сборки. Удаление маски на более позднем этапе процесса позволяет собрать вручную или механически обработать остаток детали.
- Отслаивающуюся маску легко снять, приподняв часть маски над поверхностью и медленно потянув в сторону от приподнятой части. Маска не оставляет следов или частиц и не требует дополнительной очистки. В отличие от старого применения ленты, для удаления оставшейся липкости с ленты часто использовался спирт.
- Не загрязняет окружающую среду, не оставляет пятен и не вызывает коррозии — три критически важных компонента, необходимых для успешного процесса сборки печатных плат.
- RoHS, ее можно использовать с любой отделкой поверхности, она полностью соответствует требованиям и сертифицирована. Он стабилен до 550°F (288°C), не содержит фталатов, малотоксичен и безопасен для окружающей среды.
Эта маска соответствует стандарту
 Он стабилен до 550°F (288°C), не содержит фталатов, малотоксичен и безопасен для окружающей среды.
Он стабилен до 550°F (288°C), не содержит фталатов, малотоксичен и безопасен для окружающей среды.Совместим с флюсами на основе канифоли, без очистки и водорастворимыми флюсами, что упрощает производство на уровне сборки. Этот малоиспользуемый процесс следует пересмотреть на предмет его гибкой защиты критических областей на ваших печатных платах.
Празднование 70-летия совершенствования производства
Подробнее →
Старейший в Америке. История инноваций.
За последние 70 лет отрасль производства электроники претерпела значительные изменения, поскольку отрасль продолжает адаптироваться к меняющимся требованиям и технологиям. Epec находится в авангарде инноваций, обладая опытом и гибкостью, чтобы двигаться со скоростью современного бизнеса. В Epec клиент стоит на первом месте, и все, что мы делаем, должно проходить через этот фильтр. Будь то разработка платформ электронной коммерции, чтобы упростить работу с нами, или создание процесса внедрения нового продукта (NPI), который помогает нашим клиентам быстрее выходить на рынок, мы должны сосредоточиться на создании нового. Делая это каждый день и всегда делая клиента нашим главным приоритетом, мы планируем оставаться здесь еще 70 лет, а затем и больше.
Будь то разработка платформ электронной коммерции, чтобы упростить работу с нами, или создание процесса внедрения нового продукта (NPI), который помогает нашим клиентам быстрее выходить на рынок, мы должны сосредоточиться на создании нового. Делая это каждый день и всегда делая клиента нашим главным приоритетом, мы планируем оставаться здесь еще 70 лет, а затем и больше.
Узнайте больше о нашей 70-летней истории →
© 2023 Copyright Epec, LLC . Все права защищены.
Наверх
Защитный слой для медных дорожек на печатных платах
Всякий раз, когда вы думаете о создании печатной платы, это должен быть прочный компонент, который прослужит как можно дольше в вашем устройстве. Один из лучших способов максимально защитить поверхность платы для максимальной долговечности — использовать паяльную маску.
Печатные платы содержат несколько медных проводников для электричества, которые могут окислиться или вызвать короткое замыкание, если оставить их открытыми. Паяльная маска образует тонкий внешний слой, который покрывает и защищает все электрические линии и контактные площадки.
Вот все, что вам нужно знать об этом защитном слое.
Паяльная маска и паяльная паста
Паяльная маска представляет собой тонкий слой, наносимый на медные дорожки печатной платы для образования лакоподобного покрытия. Он содержит полимер на основе эпоксидной смолы, который защищает электрические линии от окисления и предотвращает образование мостиков припоя между близко расположенными контактными площадками.
С другой стороны, паяльная паста представляет собой кремообразную смесь, содержащую крошечные шарики припоя, погруженные в припойный флюс. Паста помогает соединять электронные компоненты для поверхностного монтажа с платой, поскольку при нагревании она образует механические связи. Вы также можете использовать его для прикрепления выводов компонентов к плате.
Цвета паяльной маски
Паяльная маска определяет цвет печатной платы. Зеленый цвет является наиболее распространенным, потому что он работает лучше остальных, снижает нагрузку на глаза во время осмотра и дешев в производстве. Тем не менее, есть и другие отличные варианты цвета для полной настройки.
Зеленый цвет является наиболее распространенным, потому что он работает лучше остальных, снижает нагрузку на глаза во время осмотра и дешев в производстве. Тем не менее, есть и другие отличные варианты цвета для полной настройки.
Красная паяльная маска на печатной плате
Материалы паяльной маски
9 0003 Материал паяльной маски, используемый на плате, зависит от ее применения, физических размеров, компонентов и размеров отверстий. Большинство плат имеют жидкий эпоксидный материал из-за низкой стоимости и чрезвычайной термостойкости.
Типы паяльных масок
Существует четыре основных типа паяльных масок, классифицированных в зависимости от применения.
Верхняя и нижняя боковые маски
Верхняя и нижняя боковые маски позволяют инженерам-электронщикам обнаруживать отверстия на нанесенном зеленом слое паяльной маски. Они используют эпоксидную смолу, пленку или чернила для добавления нового слоя, а затем припаивают штырьки компонента через указанные отверстия.
Они используют эпоксидную смолу, пленку или чернила для добавления нового слоя, а затем припаивают штырьки компонента через указанные отверстия.
Токопроводящие дорожки на верхней стороне платы образуют верхние дорожки, а нанесенный слой называется маской верхней стороны. Аналогичный слой задает отверстия на нижней стороне платы, формируя маску нижней стороны.
Жидкие эпоксидные маски для пайки
Жидкая эпоксидная смола является самым дешевым типом маски для пайки и представляет собой полимер, нанесенный методом шелкографии на поверхность платы.
Шелкография — это метод печати с использованием плетеной сетки для удерживания трафаретов, блокирующих краску.
Установка позволяет чернилам капать в определенные точки для формирования рисунка, а вместо шелка в электронных приложениях используются синтетические волокна. Термическое отверждение является завершающим этапом процесса и помогает прочно закрепить новый слой.
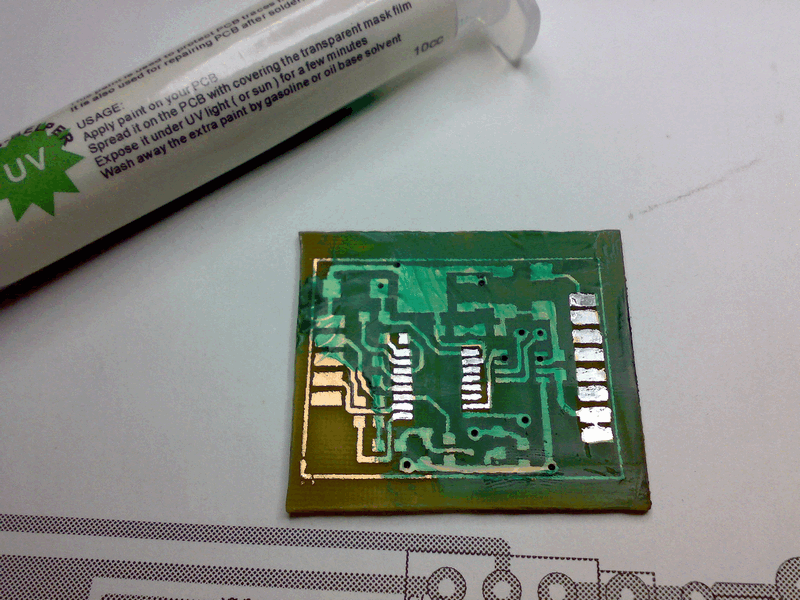
Жидкая фотоизображаемая паяльная маска (LPI)
Жидкая фотоизображаемая паяльная маска сочетает в себе две разные жидкости, которые смешиваются непосредственно перед нанесением, чтобы максимально увеличить срок годности полученного состава чернил.
Инженеры могут нанести трафаретную печать, нанести наливной пол или распылить краску на поверхность панели, после чего поверхность платы не потребует какой-либо отделки.
Однако, в отличие от жидкой эпоксидной смолы, LPI чувствителен к ультрафиолетовому излучению, поэтому после короткого цикла отверждения плита подвергается воздействию УФ-излучения с использованием процесса фотолитографии или УФ-лазера.
Перед началом процесса панели необходимо тщательно очистить и проверить на наличие признаков окисления с помощью раствора оксида алюминия или взвешенной пемзы.
В одном из методов используются контактные принтеры и пленочные инструменты для воздействия на плату ультрафиолетового излучения. Процесс начинается с печати эмульсией верхнего и нижнего листа, чтобы заблокировать области пайки.
Процесс начинается с печати эмульсией верхнего и нижнего листа, чтобы заблокировать области пайки.
Затем пленка и производственные панели закрепляются на месте, после чего проводится одновременная обработка и воздействие ультрафиолетового излучения.
Такие маски доступны в нескольких цветах, включая черный, желтый, белый, красный, зеленый и синий.
Зеленая печатная плата
Сухая пленка Фотоизображаемые маски для пайки
Сухая пленочная фотоизображаемая паяльная маска требует вакуумного ламинирования для нанесения, после чего пленка подвергается экспонированию и проявлению. Отверстия идентифицируются после проявления и создают шаблон для пайки компонентов на медные площадки.
Электрохимическая обработка помогает покрыть медью отверстия и области дорожек, а затем нанесение слоя олова защищает медные линии. Далее следует удаление сухой пленки с последующим травлением обнаженной меди и термическим отверждением.![]()
Этот тип идеально подходит для монтажных плат с высокой плотностью монтажа, поскольку не забивает сквозные отверстия.
Руководство по проектированию паяльной маски
Вот несколько параметров, которые учитываются при разработке паяльной маски.
Скрытые переходные отверстия
Скрытые переходные отверстия представляют собой отверстие, закрытое паяльной маской для предотвращения воздействия. Однако, в отличие от заполнения, переходное отверстие имеет закрытые концы только на кольцевом кольце, поэтому имеется полость. В противном случае это будет маска, забитая или заполненная сквозным отверстием, в зависимости от техники, используемой для ее герметизации.
Назначение тента:
- Накрыть и защитить как можно больше токопроводящих прокладок, чтобы уменьшить вероятность замыкания во время сборки
- Свести к минимуму вероятность повреждения переходного отверстия (отверстия) в рабочей среде
- Снижает вероятность миграции пасты в стандартных шаблонах BGA для собачьей кости или при наличии сквозных отверстий по краям
Тентованные переходные отверстия являются наиболее предпочтительным вариантом для защиты печатных плат из-за их низкой стоимости. Поскольку существуют разные методы, паяльная маска LPI (Liquid Photoimageable) является самой популярной, поскольку она самая дешевая.
Поскольку существуют разные методы, паяльная маска LPI (Liquid Photoimageable) является самой популярной, поскольку она самая дешевая.
Зазор паяльной маски
Пространство между маской из пасты и компонентами поверхности печатной платы является зазором паяльной маски. Вы также можете определить его как допуск, чтобы определить, насколько близко два слоя должны быть друг к другу.
Цель этого зазора состоит в том, чтобы обеспечить достаточное расстояние (припой) до элементов поверхности, чтобы маска могла предотвратить образование мостика припоя.
В большинстве случаев заглушки паяльной маски должны составлять половину расстояния между проводниками, например, 50 мкм для проводящих слоев шириной 100 мкм.
Контактные площадки
Контактная площадка, определяемая паяльной маской, имеет меньшее отверстие маски, чем медная контактная площадка. Для сравнения, тип, не определяемый маской припоя, имеет пространство между маской и подушкой.
Таким образом, зазор контактной площадки определяет размер медной контактной площадки, используемой в массивах шариковых решеток в первом случае.
При изготовлении паяльной маски необходимо учитывать допуски на подгонку, чтобы зазор маски всегда был больше, чем площадь паяльной площадки. Эта конструкция обеспечит оптимальный процесс пайки и освободит место от припоя.
Отверстие паяльной маски
Как следует из названия, отверстие паяльной маски представляет собой отверстие в защитном слое, открывающее медные дорожки для пайки оловом. Отверстие должно быть в точном месте, чтобы избежать ненужного воздействия на медь, что может привести к повреждению, коррозии или короткому замыканию.
Большинство производителей оставляют отверстие 1:1 с медной прокладкой, чтобы легко изменить соответствующий производственный процесс.
Покрытие паяльной маски или расширение
Покрытие или расширение паяльной маски — это спецификация, позволяющая регулировать зазор между паяльной маской и элементами поверхности с помощью программного обеспечения для проектирования. Он может быть нулевым, положительным или отрицательным.
Он может быть нулевым, положительным или отрицательным.
Нулевое расширение паяльной маски
Нулевое расширение означает отсутствие пространства между контактной площадкой и паяльной маской.
Положительное расширение паяльной маски
Если между внешней непокрытой окружностью контактной площадки и концом паяльной маски есть зазор, это определяет положительное расширение.
Отрицательное расширение паяльной маски
Отрицательное расширение означает, что паяльная маска перекрывает часть контактной площадки.
Стандарты IPC для масок для пайки
В соответствии с эксплуатационными и квалификационными характеристиками IPC-SM-840 постоянных масок для пайки и гибких покровных материалов применение маски для пайки подпадает под эти категории.
Телекоммуникации — Т
В эту категорию попадают компьютеры, телефоны и телекоммуникационные устройства. Накладки и паяльные маски, используемые в этих устройствах, идеально подходят для высокопроизводительных коммерческих и промышленных приложений. Однако любая поломка не приведет к опасным для жизни ситуациям.
Накладки и паяльные маски, используемые в этих устройствах, идеально подходят для высокопроизводительных коммерческих и промышленных приложений. Однако любая поломка не приведет к опасным для жизни ситуациям.
Плата телекоммуникационных устройств
Военные/Высокая надежность — H
9000 4
Устройства и оборудование, попадающие в эту категорию, являются критически важными, и перерыв в работе может привести к опасным для жизни ситуациям. Таким образом, эти устройства имеют прочные накладки и маски для пайки, чтобы выдерживать жизненно важные и требовательные приложения.
Приложения для гибких печатных плат (телекоммуникации) — FT
Аналогичное приложение для телекоммуникационных устройств, как описано выше, но для гибких плат используются маски для пайки.
Применение гибких печатных плат (военные/высокая надежность) — FH
Этот стандарт применяется к паяльной маске, используемой в гибких платах, используемых в критически важном военном оборудовании и устройствах.
Требования к материалам паяльной маски соответствуют трем классам при работе с голыми платами.
- Для одной платы не нужны паяльные маски
- 2 печатные платы имеют требования к маске T или FT
- 3 печатные платы имеют маски для пайки H или FH требуется
Оранжевая гибкая плата с белым разъемом
Применение паяльной маски
- Защищает печатную плату от окисления и коррозии
- Предотвращает замыкание припоя, действуя как барьер или изоляция
- Защищает печатную плату от загрязнений
- Продлевает срок годности печатной платы
- Уменьшает количество паяльной пасты, необходимой для пайки
- Останавливает образование металлических усов, которые могут привести к неисправности или короткому замыканию
- Повышает напряжение пробоя диэлектрического материала
Как наносится паяльная маска?
Следующие шаги описывают процесс нанесения паяльной маски на печатную плату.
Очистка доски
Очистка удаляет грязь и загрязнения, после чего поверхность высушивается.
Маски для припоя Красочное покрытие
Толщина покрытия определяется такими факторами, как требования к надежности печатных плат и область применения. Процесс нанесения покрытия происходит на вертикальном устройстве для нанесения покрытий, и толщина может различаться на разных участках печатной платы, например, на фольге, подложке и дорожках.
Толщина также зависит от возможностей производителя печатной платы и используемого в процессе оборудования.
Предварительное отверждение
Предварительное отверждение делает покрытие маски припоя относительно прочным, что позволяет удалить нежелательный слой маски. Это нежелательное покрытие легко удаляется с доски на этапе проявки.
Визуализация и закалка
Производители обычно используют нанесенную лазером фотопленку для визуализации области паяльной маски.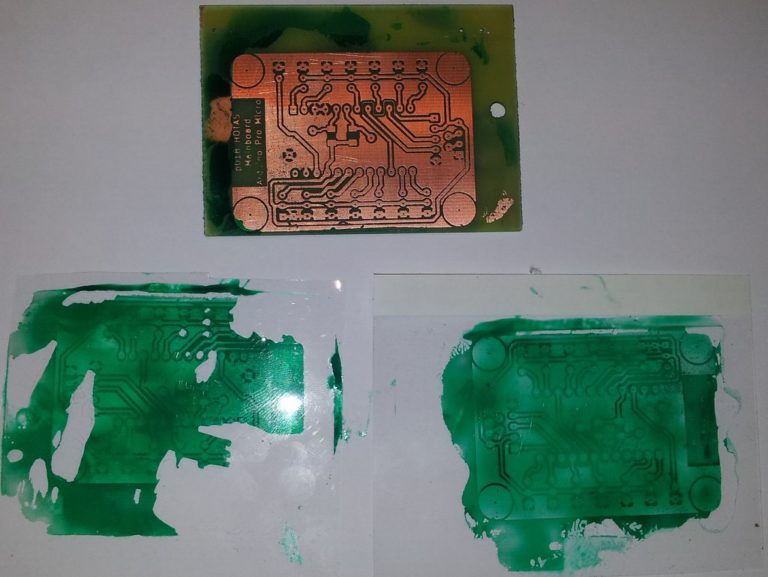 После покрытия паяльной краской и высыхания липкой пленки пленка выравнивается по поверхности панели, а затем подвергается воздействию УФ-излучения.
После покрытия паяльной краской и высыхания липкой пленки пленка выравнивается по поверхности панели, а затем подвергается воздействию УФ-излучения.
Непрозрачная часть паяльной маски пропускает УФ-свет, который затвердевает (полимеризует) краску под ней.
При использовании прямой лазерной визуализации (LDI) фотопленки не требуются, так как УФ-излучение затвердевает в областях, непосредственно удерживающих краску припоя.
Проявление
Этот процесс включает в себя погружение печатной платы в проявитель для удаления любых нежелательных паяльных масок, при этом убедитесь, что отверстия обнажают медную фольгу в необходимых областях.
Окончательная закалка и очистка
Последний этап – закалка и очистка. Окончательное отверждение жизненно важно, потому что оно делает видимыми чернила паяльной маски после монтажа на поверхность панели.
Затем плата, покрытая паяльной маской, проходит процесс очистки перед нанесением финишного покрытия.
Обработка паяльных масок с помощью струйной печати
При производстве печатных плат традиционно использовались струйные системы для печати маркировки, но последние технологические достижения привели к прямой струйной печати.
DJ — это метод печати, который позволяет производителям печатать маски для пайки непосредственно на плате в соответствии с проектом.
В этом процессе используется пьезоэлектрическая головка и исключается большинство этапов струйной фотолитографии, что обеспечивает эти преимущества.
- Экологически чистая обработка
- Экономичное использование паяльных масок
- Сокращенные параметры оборудования и процесса
- Минимальный расход материала
Как удалить паяльную маску с платы?
Синяя паяльная маска на печатной плате
При нанесении маски могут возникать ошибки, например, при закрытии частей, которые должны оставаться открытыми.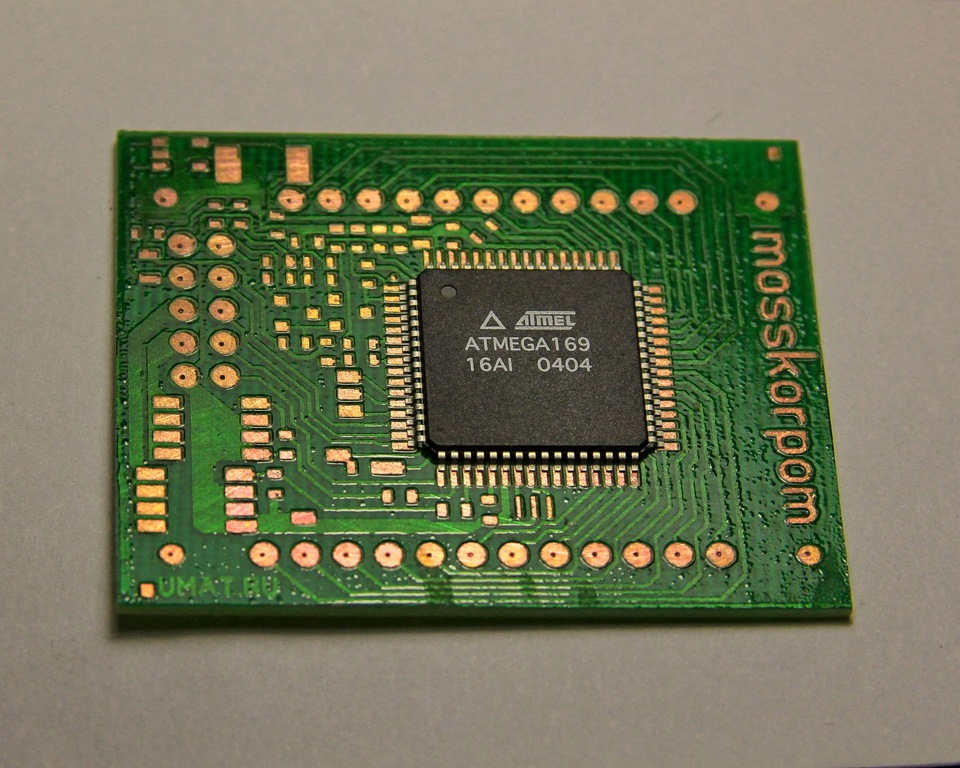 .
.
Поэтому перед отправкой файлов дизайна в производство необходимо провести тщательную проверку, поскольку удаление маски после отверждения затруднено. Однако это возможно. Вы можете использовать один из этих методов для удаления слоя.
Химическая зачистка
Химическое вещество, такое как метиленхлорид, может вызвать коррозию слоя паяльной маски, но повредит слои ламината и меди под ним, если попадет за крышки. Таким образом, вы не должны подвергать печатную плату воздействию в течение длительного периода времени.
Кроме того, заклейте скотчем участки, которые не нужно зачищать, чтобы химикат попадал только в локальные участки. В некоторых случаях может быть проще заказать новую плату, чем тратить слишком много времени и усилий на зачистку.
Физическое соскабливание
Физическое соскабливание сопряжено с риском, поскольку его легче соскоблить, чем слой паяльной маски.