Petg печать: обзор, пошаговые настройки, возникшие проблемы и их решение
Содержание
обзор, пошаговые настройки, возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
- PETG очень прочный.
 Но в тоже время царапается легче, чем ABS, который тверже.
Но в тоже время царапается легче, чем ABS, который тверже. - Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
- Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
- Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
- Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
- Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
- Не пахнет при печати
 Но в тоже время царапается легче, чем ABS, который тверже.
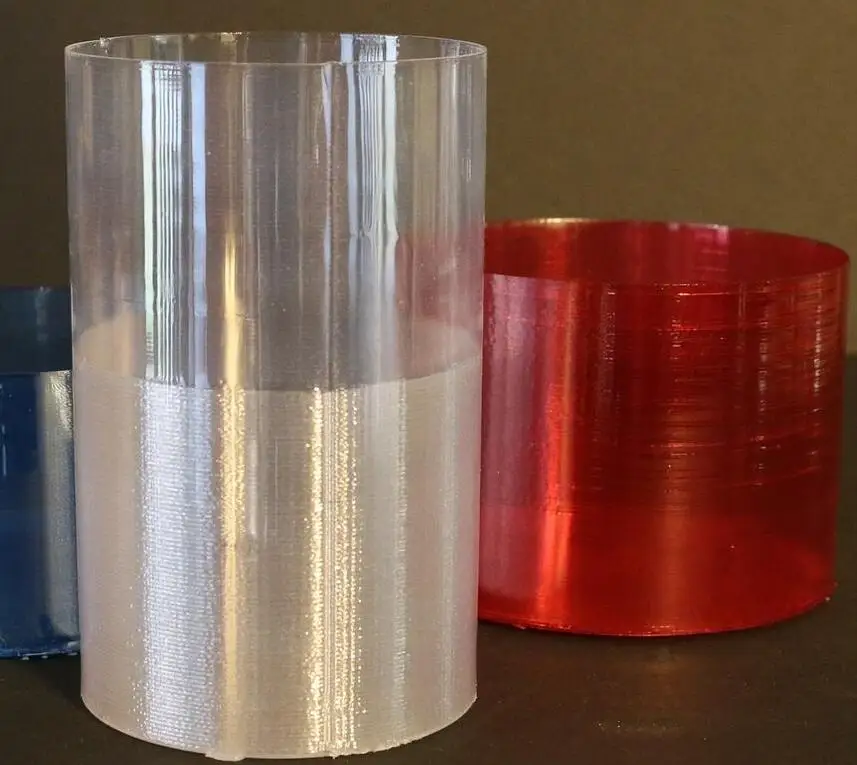
Но в тоже время царапается легче, чем ABS, который тверже.Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным.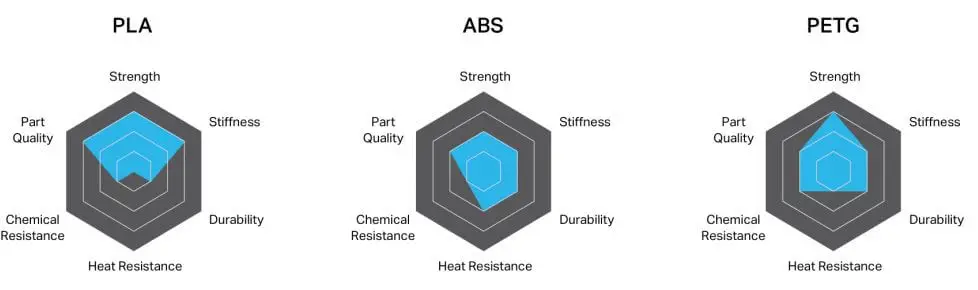 Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.
Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
- Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
 (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
(У самого твердого из имеющихся у нас ABS твердость составляет R 110).Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
- Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
- На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
- Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
- Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
 Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.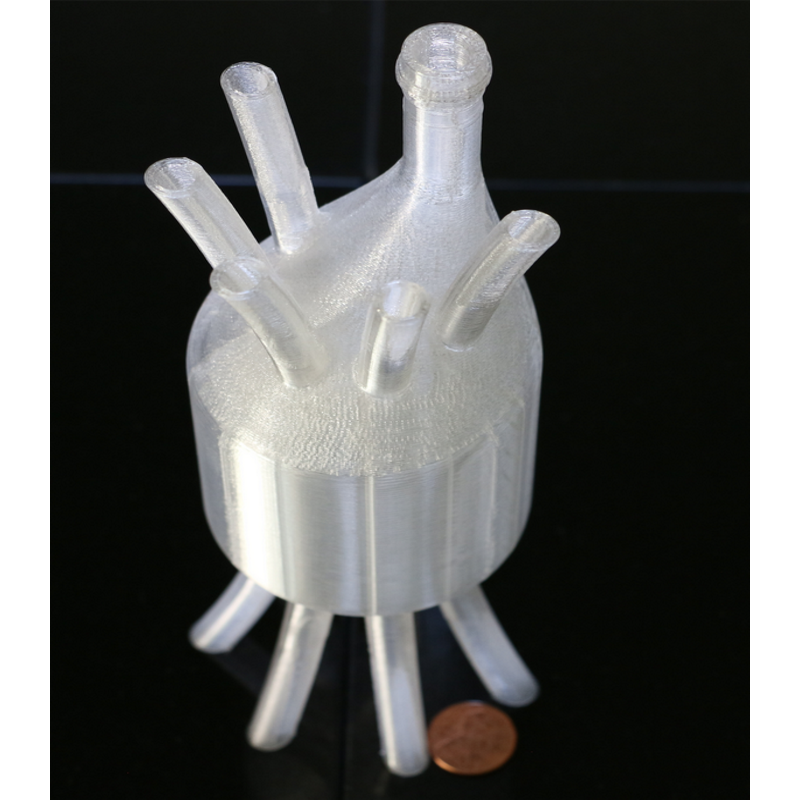 Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
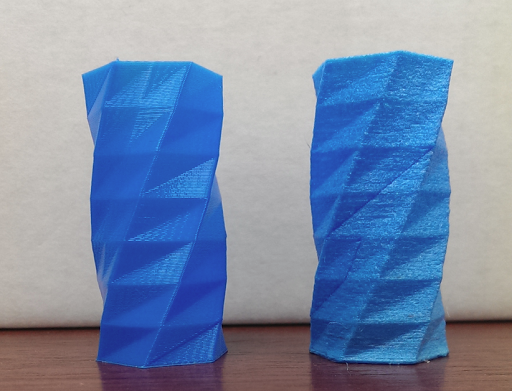
Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
- Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
- PETG может оказаться чувствительным к переэкструдированию (забивание и т. п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
 п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
- PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
- У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
- ABS примерно на 20% менее плотный, чем PETG.
- PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
- PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
- PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
- PLA и PETG имеют примерно равную плотность.
- PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
- Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
- Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.

Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»»
Со склада в Санкт-Петербурге »»»
В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.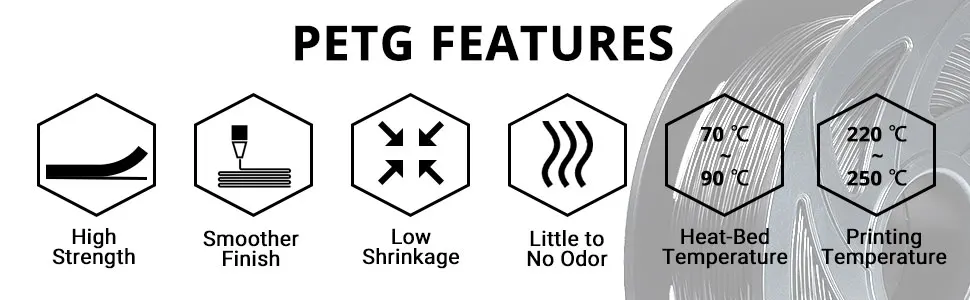
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»»
Наша почта [email protected],
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !
Практический поиск максимальной, допустимой и оптимальной скоростей печати.
Расходные материалы
Подпишитесь на автора
Подписаться
Не хочу
27
Здравствуйте, коллеги. Эта статья является продолжением моих исследований по поиску оптимальных настроек печати, завязанных на предположении, что максимальная скорость печати привязана к производительности сопла для конкретного типа пластика.
Здесь я разбираю поведение пластика PETG при экструзии.
Если вы не видели предыдущие материалы по теме, то советую с ними ознакомиться, для более полного понимания:
В поисках священного грааля или как найти максимальную скорость 3D печати.
Печать PLA: Практический поиск максимальной, допустимой и оптимальной скоростей печати.
Печать ABS: Практический поиск максимальной, допустимой и оптимальной скоростей печати.
И поскольку отзывы под предыдущими статьями были самые противоречивые — многие читатели попросту не поняли чего-же я этими исследованиями добиваюсь, то в этой статье я воздержусь от субъективного мнения о свойствах пластика. Мнение, разумеется, сформировано, но оно потребует дополнительного практического разъяснения, что само по себе является отдельным и довольно сложным для восприятия материалом.
В ближайшее время постараюсь рассказать о реальном применении результатов проведенных исследований.
Дублирую статью в традиционном видео:
Но, давайте к сути:
Как и в прошлых экспериментах, методика не поменялась:
берём файлы G-кода для прутка 1.75 мм и установленного сопла, загружаем пруток, запускаем поочередно файл для каждой температуры, получаем десять отрезков нити, замеряем отклонения диаметра отрезков от диаметра установленного сопла, после чего пишем все данные в соответствующую таблицу. Если диаметр прутка, сопла или высоты слоя отличается от заявленных в коде – правим код по таблице из статьи «Как найти максимальную скорость печати 3D принтере».
Если диаметр прутка, сопла или высоты слоя отличается от заявленных в коде – правим код по таблице из статьи «Как найти максимальную скорость печати 3D принтере».
Всего на проверку одной температуры и диапазона скоростей от 10 до 100 мм\с требуется порядка 7 минут.
На выходе получаем таблицу с результатами прогонов, по которой сразу видны допустимые диапазоны температуры и скорости печати — если отклонение не превышает 0.1 мм, нет щелчков в экструдере и прочих неприятностей, значит этим слоем, шириной нити, с этой температурой и скоростью печати можно работать дальше.
Собственно, результаты:
Для сопла 0.4 мм:
Тест температуры в 190 градусов не производил, поскольку тестирование сопла диаметром 0.4 происходило уже после тестов с соплом 0.6, и температура в 190 градусов уже была вычеркнута из сетки испытаний, как заведомо непригодная.
На температуре в 230 PETG начинает «струнить», а на температуре в 240 этот процесс становится неконтролируемым.
Как и обещал, от субъективного мнения пока воздержусь — будут на руках результаты практической печати, выложу. =)
Для сопла 0.6:
Сопло 0.6 слегка расширяет «зелёный» и «желтый» диапазоны.
В целом, PETG ведёт себя крайне стабильно, очень интересно было бы увидеть результаты на сопле 0.8, но у меня их попросту нет.
Все выводы прошу сделать самостоятельно.
Если что-то непонятно, например, что, собственно, значат цифры в таблице — советую ознакомиться с предыдущим материалом, просто копировать из статьи в статью одно и то-же считаю дурным тоном, лучше чуть позже сделаю полноценный длиннопост, с учетом полученных данных и замечаний.
А на этом у меня всё, желаю всем удачной печати. =)
скорость печати PETG
Подпишитесь на автора
Подписаться
Не хочу
27
Ultimate Materials Guide — Советы по 3D-печати с использованием PETG
Обзор
PETG представляет собой модифицированную гликолем версию полиэтилентерефталата (ПЭТ), который обычно используется для производства бутылок для воды. Это полужесткий материал с хорошей ударопрочностью, но имеет более мягкую поверхность, что делает его подверженным износу. Материал также обладает отличными тепловыми характеристиками, позволяющими эффективно охлаждать пластик с практически незначительной деформацией. На рынке существует несколько вариантов этого материала, включая PETG, PETE и PETT. Советы в этой статье применимы ко всем этим филаментам на основе ПЭТ.
Это полужесткий материал с хорошей ударопрочностью, но имеет более мягкую поверхность, что делает его подверженным износу. Материал также обладает отличными тепловыми характеристиками, позволяющими эффективно охлаждать пластик с практически незначительной деформацией. На рынке существует несколько вариантов этого материала, включая PETG, PETE и PETT. Советы в этой статье применимы ко всем этим филаментам на основе ПЭТ.
- Глянцевая и гладкая поверхность
- Хорошо прилегает к кровати с незначительным короблением
- В основном без запаха при печати
- Плохие шунтирующие характеристики
- Может образовывать тонкие волоски на поверхности от нанизывания
Требования к оборудованию
Перед 3D-печатью с использованием ПЭТ/ПЭТГ убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 75-90 °C
Рекомендуется подставка с подогревом
Корпус не требуется
Рабочая поверхность
Клей-карандаш
Малярный скотч
Экструдер
NoC, специальный °09-5 требуется 920302
Охлаждение
Часть Вентилятор охлаждения обязателен
Best Practices
Эти советы помогут вам снизить вероятность возникновения распространенных проблем 3D-печати, связанных с ПЭТ/ПЭТГ, таких как натяжение, просачивание и плохая адгезия к слою.
Инвестируйте в хорошую поверхность
Некоторые 3D-принтеры поставляются со стеклянной станиной или синей малярной лентой, установленной на станине. Хотя эти поверхности могут подойти для PETG, для достижения наилучших результатов мы рекомендуем использовать платформу для сборки с подогревом. Подогреваемый стол может значительно улучшить адгезию первого слоя, что значительно облегчит будущие отпечатки. Многие из этих платформ с подогревом имеют стеклянную поверхность, что позволяет печатать прямо на платформе без необходимости наносить какие-либо дополнительные слои ленты или клея.
Калибровка параметров отвода для уменьшения натяжения
Одной из немногих распространенных проблем, с которыми мы сталкиваемся при работе с PETG, является натягивание. Эти нити представляют собой тонкие волоски, похожие на паутину, которые проходят между разными поверхностями вашего 3D-отпечатка. Для предотвращения этих струн требуются точно откалиброванные настройки отвода, поэтому обязательно отрегулируйте расстояние и скорость отвода для достижения наилучших результатов. Simplify3D также включает в себя несколько полезных функций, которые могут еще больше уменьшить натяжение. Первый называется Coasting, который работает за счет снижения давления в сопле непосредственно перед концом сегмента. Таким образом, при переходе к следующему сегменту в сопле меньше давления, поэтому вы с меньшей вероятностью увидите натяжение и просачивание во время этого движения. Еще один отличный вариант можно найти на вкладке «Дополнительно» в настройках процесса Simplify3D. Включив параметр «Избегать пересечения контуров при перемещении», программа автоматически отрегулирует движение вашего отпечатка, чтобы максимально оставаться на внутренней части вашей модели. Это означает, что струны остаются внутри вашей детали, где их никто не может видеть, а не снаружи вашей модели. Если вам нужны дополнительные советы по уменьшению натяжения, у нас есть целый раздел, посвященный этой проблеме, в нашем Руководстве по качеству печати: Как уменьшить натяжение и просачивание.
Simplify3D также включает в себя несколько полезных функций, которые могут еще больше уменьшить натяжение. Первый называется Coasting, который работает за счет снижения давления в сопле непосредственно перед концом сегмента. Таким образом, при переходе к следующему сегменту в сопле меньше давления, поэтому вы с меньшей вероятностью увидите натяжение и просачивание во время этого движения. Еще один отличный вариант можно найти на вкладке «Дополнительно» в настройках процесса Simplify3D. Включив параметр «Избегать пересечения контуров при перемещении», программа автоматически отрегулирует движение вашего отпечатка, чтобы максимально оставаться на внутренней части вашей модели. Это означает, что струны остаются внутри вашей детали, где их никто не может видеть, а не снаружи вашей модели. Если вам нужны дополнительные советы по уменьшению натяжения, у нас есть целый раздел, посвященный этой проблеме, в нашем Руководстве по качеству печати: Как уменьшить натяжение и просачивание.
Оптимизация настроек экструдера для предотвращения образования пятен и прыщей
При 3D-печати при более высоких температурах, связанных с PETG, вы можете заметить небольшие пятна или прыщики на поверхности вашей модели.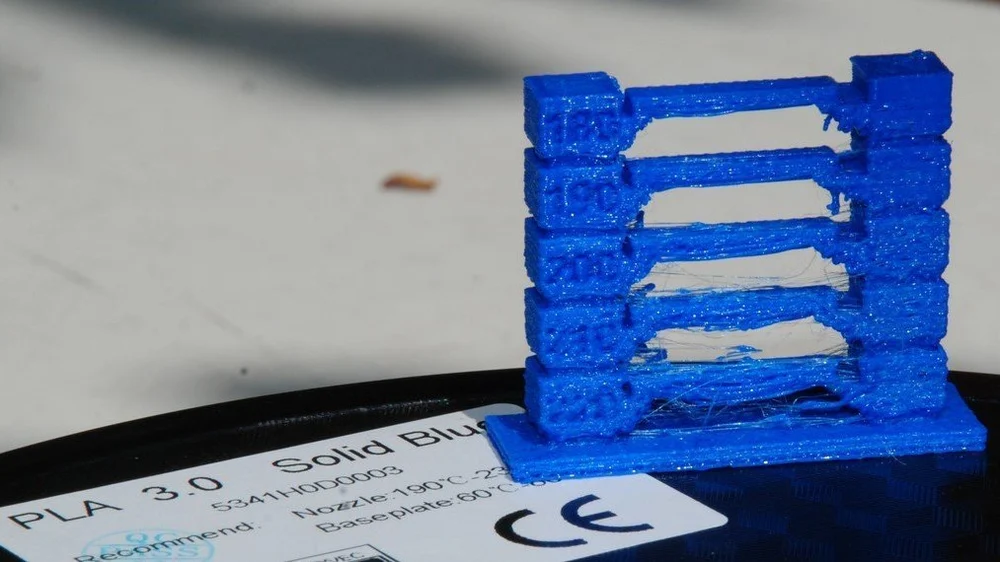 Эти дефекты печати обычно возникают в начале или конце каждого сегмента, когда экструдер должен внезапно начать или остановить экструзию пластика. Существует несколько способов устранения этих дефектов печати, например, включение параметров «Дополнительное расстояние перезапуска» или «Выбег» на вкладке «Экструдер». Simplify3D также включает возможность динамического втягивания, при котором нить втягивается, пока экструдер все еще движется. Это полностью устраняет капли, которые обычно образуются в результате стационарного отвода. Чтобы узнать больше об этих функциях и других советах по уменьшению количества пятен на поверхности отпечатка, обратитесь к нашему Руководству по качеству печати.
Эти дефекты печати обычно возникают в начале или конце каждого сегмента, когда экструдер должен внезапно начать или остановить экструзию пластика. Существует несколько способов устранения этих дефектов печати, например, включение параметров «Дополнительное расстояние перезапуска» или «Выбег» на вкладке «Экструдер». Simplify3D также включает возможность динамического втягивания, при котором нить втягивается, пока экструдер все еще движется. Это полностью устраняет капли, которые обычно образуются в результате стационарного отвода. Чтобы узнать больше об этих функциях и других советах по уменьшению количества пятен на поверхности отпечатка, обратитесь к нашему Руководству по качеству печати.
Pro-Tips
- Глянцевая поверхность PETG особенно удобна при использовании плотов. Деталь легко отделяется от основы и сохраняет чистоту поверхности.
- Попробуйте отключить вентилятор охлаждения детали для первых нескольких слоев отпечатка, чтобы предотвратить деформацию. Этот трюк особенно хорошо работает для больших отпечатков.
 Этот трюк особенно хорошо работает для больших отпечатков.
Этот трюк особенно хорошо работает для больших отпечатков.Начало работы с ПЭТ/ПЭТГ
Теперь, когда вы готовы приступить к печати с использованием ПЭТ/ПЭТГ, вот несколько идей, которые помогут вам начать работу — от распространенных приложений до популярных брендов нитей.
Обычное применение
- Водонепроницаемое исполнение
- Компоненты с защелкой
- Кашпо
Примеры проектов
- Сеялка с автоматическим поливом
- Бутылка для воды
- Детали с защелкой
Популярные бренды
- ColorFabb PETG
- eSun PETG
- E3D Spoolworks Edge
- Люкбокс PETG
- ХоббиКинг PETG
Как добиться успеха при 3D-печати с использованием нити PETG
В этом подробном руководстве содержится все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства прочной и удобной для печати нити PETG!
Обновлено 2 ноября 2022 г.
от
MatterHackers
PETG стал очень популярным материалом для 3D-печати благодаря простоте печати, механической прочности, термостойкости и невероятным цветовым возможностям благодаря прозрачности натурального PETG. Есть несколько вещей, которые нужно знать перед тем, как начать, например, потребность в цельнометаллическом хотэнде и необходимость хорошо настроенного втягивания, поэтому мы вложили в эту статью весь наш опыт в области PETG, чтобы вы могли выйти из ворот сильными. и начните делать потрясающие 3D-принты из PETG уже сегодня. Давайте погрузимся в это!
Что такое пластик PETG?
ПЭТГ – чрезвычайно распространенный сегодня полимер, с которым вы, вероятно, столкнетесь, даже не подозревая об этом. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
Вы часто будете видеть ссылки на PETG в одной из следующих форм: PET, PETG, PETT и многие другие. Из-за этого может показаться, что это множество разных нитей, хотя на самом деле это всего лишь небольшие вариации формулы для создания более прозрачного, прочного или гибкого материала. Что касается настроек печати, во всех этих вариантах они будут примерно одинаковыми, с небольшими изменениями здесь и там, чтобы уменьшить натяжение или улучшить сцепление слоев.
Если вы привыкли печатать из PLA, то, возможно, вы не рассматривали уникальное свойство PETG: его пластичность. Там, где PLA может выдержать большую силу без разрушения, когда он достигает порога, при котором он сломается, это происходит очень внезапно и без предупреждения. Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Используя PETG, вы также можете взять эту пластичность и использовать ее для создания целенаправленно гибкой геометрии. Корпуса с защелкой, в которых маленькие выступы отгибаются и защелкиваются в канале, как только крышка полностью нажимается на место, представляют собой прекрасную возможность использовать PETG. Или вы можете спроектировать деталь, которая должна жестко удерживать что-то еще, не будучи слишком сложной для вставки, например, держатель подшипника на детали 3D-принтера.
Нить
PETG для 3D-печати — отличный материал для функциональных прототипов и деталей конечного использования.
Требования к оборудованию
Hotends
Существует множество вариантов формулы PETG, что затрудняет указание одной температуры для печати при заявлении. Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
В некоторых 3D-принтерах используется горячая часть с покрытием из ПТФЭ (тефлона), поскольку ее проще изготовить, чем цельнометаллическую горячую часть от радиатора до сопла. Температура печати PETG находится на пороге температуры, при которой PTFE начинает разлагаться, поэтому некоторые 3D-принтеры могут обойтись низкотемпературными нитями PETG, идеальная температура которых составляет 240°C или ниже. По большей части PETG требует цельнометаллического хотэнда , чтобы иметь возможность максимально точно настроить нить накала, так как, хотя у вас могут быть успешные отпечатки при 240 ° C, вы не достигаете полной прочности до 255 ° C.
В общем, PETG неабразивный , но как только вы начинаете играть с добавками, это становится основой для каждого конкретного случая. Блестящая нить не является абразивной, несмотря на то, что в ней есть материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Блестящая нить не является абразивной, несмотря на то, что в ней есть материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Охлаждение слоев требуется лишь изредка. Это действительно зависит от печатаемых 3D-моделей, так как модели среднего размера можно печатать без охлаждения и получать прекрасные результаты, но высокие и тонкие модели с коротким временем нанесения слоя могут нуждаться в небольшом охлаждении, чтобы сохранить свою форму. 50% — это максимум, который вам потребуется для экстремальных выступов или коротких слоев, в противном случае вы можете оставить вентилятор выключенным для наилучшей возможной адгезии слоев.
E3D v6 Цельнометаллический Hotend
Требования к кровати
Чтобы получить наилучшие шансы на успех, убедитесь, что у вас есть кровать с подогревом , настроенная на 65°C. Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Что касается самой поверхности кровати, у вас есть довольно много вариантов для работы, имейте в виду, что это не исчерпывающий список, а только крупные игроки. Рассмотрим каждую поверхность по отдельности:
- LayerLock PEI с порошковым покрытием — текстурированная гибкая поверхность, которая может придать вашим 3D-отпечаткам уникальный вид. Убедитесь, что у вас уже есть магнитная система, чтобы она работала должным образом, и держите ее в чистоте с помощью самого высокого процентного содержания изопропилового спирта, который вы можете найти. Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
- LayerLock Garolite. Несмотря на то, что это идеальная поверхность для 3D-печати нейлоном, LayerLock Garolite по-прежнему достаточно универсален и может использоваться для поддержки 3D-печати PETG. Вы можете использовать любой из клеев, перечисленных ниже, чтобы получить дополнительную адгезию к слою и зафиксировать ваши 3D-отпечатки PETG. Небольшая шероховатость наждачной бумагой с высокой зернистостью также может освежить ваш гаролит и придать ему больше прочности, чтобы ваши 3D-отпечатки держались.
- . Если вы хотите, чтобы ваши 3D-отпечатки имели глянцевое гладкое дно, это то, что вам нужно. Тем не менее, вы можете использовать какой-либо клей (см. список ниже) в качестве разделительного агента, поскольку некоторые пользователи отрывают куски стекла от своей кровати, когда оно прилипает к первому слою их чистой печати PETG.
- BuildTak — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, предостережение, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
- BuildTak PEI — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. В основном магия. В горячем виде крепко держится, а в остывшем легко снимается легким постукиванием. Возможно, вам придется немного поднять температуру, чтобы получить достаточную адгезию (около 70 ° C должно быть достаточно). Настоятельно рекомендуется нанести тонкий слой клея, чтобы предотвратить постоянное прикрепление PETG к PEI.
- GeckoTek — клейкий лист, который можно наклеить непосредственно на платформу 3D-принтера или поверх гибкой пластины. Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
- Wham Bam PEX — целая система гибкой платформы, прикрепленная к платформе 3D-принтера. Сильный магнит удерживает пружинную сталь с нанесенным на нее клейким листом PEX, прикрепленным к платформе принтера во время печати, но его можно легко снять и согнуть, чтобы снять отпечаток.
Стекло
 Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, предостережение, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, предостережение, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
Постоянно разрабатываются новые и захватывающие методы приклеивания к кровати, поэтому важно хорошо понимать, для чего лучше всего использовать каждый метод. Вы можете ознакомиться с нашей статьей «Основы 3D-печати» о поверхностях кровати, чтобы полностью понять плюсы и минусы каждой поверхности кровати, с которой вы можете столкнуться во время 3D-печати.
В дополнение к модернизации поверхности сборки, существует также широкий спектр клеев для 3D-принтеров, которые вы можете нанести на платформу вашего 3D-принтера, чтобы получить отличный первый слой. Эти клеи специально разработаны для индустрии 3D-печати, поэтому вы можете быть уверены, что они проверены и являются настоящими клеями для 3D-принтеров. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
- Stick Stick Клей для 3D-принтеров
- Клей для 3D-принтеров Magigoo
- 3DГлуп! Клей для 3D-принтера
Большинство клеев для платформ 3D-принтеров имеют одинаковые инструкции по применению: нанесите тонкий слой на поверхность сборки, где вы активно 3D-печатаете. Затем подождите, пока ваша деталь остынет, прежде чем снимать ее — ожидание остывания напечатанной на 3D-принтере детали значительно упрощает ее удаление, а некоторые клеи иногда даже «выталкивают» деталь из станины после остывания.
Высококачественная нить для 3D-печати PETG серии PRO — лучший выбор, когда вам нужна надежная печать для каждого проекта.
Замена нити PETG для 3D-печати
При переключении между двумя катушками PETG и цветами:
- Пока экструдер холодный, установите температуру на 245 °C и подождите, пока он нагреется.
- Когда вы достигнете 245°C, ослабьте натяжение экструдера (нажав на фиксатор, щелкнув защелку или полностью отвинтив регулируемый натяжитель) и быстро, но последовательно потяните за нить, чтобы снять ее с хотэнда, не ломая ее. .
- Продолжайте ослаблять натяжение экструдера и вставляйте новую нить, пока она не достигнет сопла.
- Пропустите новый цвет через экструдер, пока он не станет чистым, и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), поработайте еще немного, чтобы убедиться, что у вас нет темного загрязнения. Без этого шага можно сделать пару слоев и окончательно удалить последний кусочек нити.

Получение правильного первого слоя вашей 3D-печатной детали из PETG
Первый слой — самая важная часть любой печати — он закладывает основу, на которой строится вся печать. Вы можете ознакомиться с подробной статьей о том, как получить идеальный первый слой здесь, или для краткого изложения того, что следует учитывать ниже, — это несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо держался.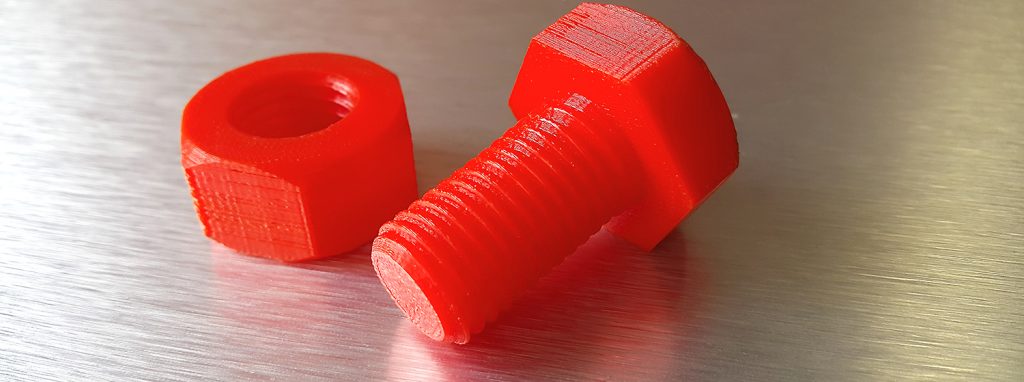
- Платформа печати должна быть ровной.
- В начале 3D-печати сопло должно находиться на правильном расстоянии от платформы.
- Вам нужен хороший базовый материал, к которому будет прилипать PETG.
Ниже представлено видео из серии «Основы 3D-печати» MatterHackers, которое поможет вам выбрать правильное направление для получения звездного первого слоя. В этом видео мы подробно расскажем вам о шагах, упомянутых выше, чтобы вы могли добиться успеха при 3D-печати с нитью PETG.
Сложно во влажном состоянии
Существуют материалы для 3D-печати, которые являются гигроскопичными, что означает, что они будут активно поглощать влагу из воздуха. Это фактор, который вы не можете изменить в материале, поэтому гигроскопичный материал, оставленный на достаточно долгое время, достигнет насыщения до тех пор, пока он больше не сможет поглощать воду. К счастью, это полностью обратимый процесс без какой-либо деградации материала.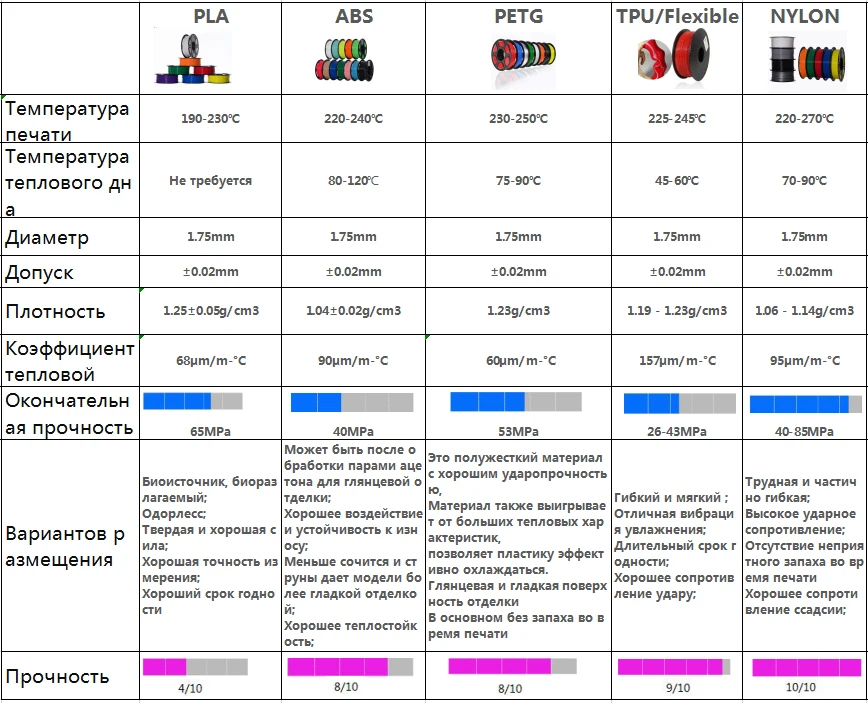 Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Влажная нить для 3D-печати не только влияет на внешний вид вашей 3D-печати, но и разрушает молекулярные цепи и создает значительно более слабую 3D-печать, поэтому так важно убедиться, что ваша нить сухая. Ознакомьтесь с нашей подробной статьей о том, как влажность влияет на вашу нить и как вы можете успешно высушить свою 3D-нить здесь.
Нить
PETG для 3D-печати — это прочный и простой в печати материал, который отлично подходит для изготовления функциональных деталей конечного назначения.
Что делать, если что-то пойдет не так при использовании нити PETG для 3D-печати.
 Устранение неполадок с нитью PETG
Устранение неполадок с нитью PETG
Есть несколько ключевых моментов, которые следует проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу определить, правильная ли у меня температура печати» На что обратить внимание, если у вас возникли проблемы с определением правильной температуры нити PETG:
- Если температура слишком высокая
PETG становится более вязким при повышении температуры. Маленькая паутина, похожая на нити, будет переплетаться между различными частями 3D-печати, пока она в конечном итоге не свернется и не прилипнет к соплу, нагревательному блоку или стенке вашей прогрессирующей 3D-печати. Пока вы уверены, что ваша нить сухая, и вы все еще сталкиваетесь с натяжением, уменьшите температуру на 5 ° C и посмотрите, улучшит ли это ситуацию. Если нет, возможно, вам просто нужно настроить параметры ретракции для этого немного более плавного PETG. - Если температура слишком низкая
Вы либо увидите, что нить не прилипает к предыдущему слою, либо выдавливается меньше нити, чем необходимо. Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
 Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
Вы получите деталь, которая не является прочной и легко разбирается или визуально имеет много мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.«Я не могу приклеить первый слой.»
- Убедитесь, что сопло находится на нужной высоте.
Ознакомьтесь с основами 3D-печати: выравнивание кровати, чтобы узнать, что нужно искать в идеальном первом слое. PETG, в отличие почти от любого другого материала, на самом деле предпочитает «ложиться» на поверхность, а не вмазываться в нее. Немного приподнимите насадку над кроватью, чтобы она не была такой сплющенной, как обычно. - Убедитесь, что платформа для печати выровнена.
Ознакомьтесь с рекомендациями по выравниванию кровати в разделе Основы 3D-печати: выравнивание кровати. Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
 Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.«Деталь имеет плохие внутренние слои и верхние поверхности».
- Проверьте температуру.
Убедитесь, что вы печатаете при правильной температуре и что ваша кровать имеет правильную температуру. Слишком холодно на любой из них, и между двумя поверхностями не будет достаточной адгезии. - Проверить натяжение нити .
Слишком слабое, и шестерни экструдера не будут иметь прикуса, необходимого для проталкивания нити, слишком сильное, и нить может деформироваться и не будет надежно выдавливаться. - Очистите шестерню привода нити (если она выглядит забитой).
Если произошла ошибка печати, когда задание продолжалось, но нить не экструдировалась, то приводная шестерня, скорее всего, прожевала участок нити и заполнила свои зубья нитью, что уменьшило ее общее сцепление.
«На внешних краях моих частей много маленьких выпуклостей.»
- Убедитесь, что принтер получает достаточно данных.
При печати с компьютера убедитесь, что компьютер не слишком занят для передачи команд принтеру. Если принтер делает паузу, это обычно происходит из-за того, что принтер слишком занят. - Печать с SD-карты .
Это можно обойти, распечатав с SD-карты. Иногда это означает, что вы теряете возможность управлять принтером со своего ПК, но это гарантированный способ исключить аппаратные возможности вашего ПК из уравнения. - Источник лучше PETG .
Мы обнаружили, что качество вашего материала для печати может иметь большое влияние на качество вашей детали. Улучшение PETG может помочь вам получать более качественные детали. Однако не спешите предполагать, что проблема в вашем PETG. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества. - Параметры отвода требуют настройки.
Если ваши настройки отвода не установлены правильно, ваш принтер может чрезмерно экструдировать после каждого отвода, оставляя небольшие выпуклости в том месте, где он снова начал экструзию. Поиграйте с «дополнительной дистанцией перезапуска» и посмотрите, поможет ли это. - Нить мокрая.
Многие нити могут поглощать воду из воздуха, и PETG является одним из самых печально известных. Поскольку PETG гигроскопичен, вам необходимо высушить катушку перед ее использованием, что можно легко сделать с помощью PrintDry PRO , чтобы удалить влагу из нити. Когда вы не используете катушку, вы также можете использовать пакеты с силикагелем, чтобы предотвратить повторное впитывание воды катушкой, но эти пакеты не будут втягивать влагу, которая уже присутствует в нити.
 Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными.»
- Печать нескольких частей за раз.
Добавляя больше деталей на рабочую пластину, вы увеличиваете общую площадь поперечного сечения каждого слоя, давая больше времени для охлаждения отдельных объектов, чем если бы они были напечатаны сами по себе. Поскольку вы не можете использовать слишком сильное охлаждение слоев без потери адгезии слоев, подходящим решением является добавление дополнительных деталей на рабочую пластину.
«Мой принтер не печатает никаких материалов.»
- Убедитесь, что ваш хот-энд сильно нагревается.
Убедитесь, что горячий конец вообще нагревается. Если это не так, вам нужно отдать принтер в сервисное обслуживание. Вполне вероятно, что у вас плохое соединение или ваша электроника сгорела (при условии, что принтер все еще подключен и отвечает на ваше хост-программное обеспечение :). - Очистите ведущую шестерню и отрегулируйте натяжение.
Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). . - Удалите текущую нить.
Возможно, у вас есть небольшая частица в наконечнике экструдера, застрявшая в пластике. Используйте технику замены нити, описанную выше, чтобы вытащить любые частицы, которые находятся в наконечнике экструдера. - Проверьте и устраните застревание между экструдером и хотэндом.
Это самый экстремальный тип проблемы, потому что пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0009

 Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0009
Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0009Спасибо, что прочитали Как добиться успеха при печати из PETG .
Удачной печати! — MatterHackers
P.
Похожие записи
-

 Флешка для раздачи интернета: Как выбрать Wi-Fi адаптер для ПК (стационарного компьютера)
Флешка для раздачи интернета: Как выбрать Wi-Fi адаптер для ПК (стационарного компьютера) - R2A20291Aft чем заменить: Y-SUS PCB EBR54214201 LG 32PC53 |
- Будильник с бесшумным ходом: Японский будильник Rhythm CRE823NR01 купить в интернет-магазине 12chasov.ru
- Мотор 12 вольт: Электромоторы 12 вольт купить в Москве