Центровка для сверления по центру отверстий: Центровка отверстий — РИНКОМ
Содержание
Центровка отверстий — РИНКОМ
Центровка отверстий — РИНКОМ
Главная
Статьи
Центровка отверстий
Центровка отверстий
31 января 2022
Гирин Кирилл
Центровка – это процесс подготовки посадочных отверстий на торцах заготовки с целью ее последующего позиционирования в станке.
сверление
сверла
В материале:
- Центровка отверстий
- Инструмент для центровки
- Для чего выполняется центровка?
- Методы центровки
- Центровка при помощи лазера: пошаговая инструкция
- Как выбрать центровочное сверло?
Центровка отверстий
Работы проводятся в соответствии с ГОСТ 14034-74, предполагают формирование трех типов отверстий:
- А – с предохранительным конусом;
- В – без предохранительного конуса;
- R – с дуговой образующей.


Отверстия R-типа востребованы при повышенных требованиях к точности обработки.
Рис. №1 Обработка отцентрованной детали на токарном станке
Инструмент для центровки
Ключевым инструментом для центровки отверстий являются центровочные сверла. Изделия производятся из стали Р6М5, Р18 и ВК6М по ГОСТ 14952-75. В продаже представлены сверла с предохранительным конусом и без него (рисунки 2 и 3 соответственно).
Рис. №2 Сверло с предохранительным конусом
Рис. №3 Сверло без предохранительного конуса
В отдельных случаях конус заменяется радиусом либо витой канавкой. Последняя обеспечивает эффективное удаление стружки в процессе выполнения работ.
Центровка отверстий диаметром от 1 до 6 мм выполняется только с использованием сверла. В случае увеличения обозначенных размеров дополнительно используется зенковка. Типовые параметры отверстий представлены в таблице.
Типовые параметры отверстий представлены в таблице.
Таблица №1 Размеры центровых отверстий
При проведении работ стоит избегать следующих дефектов:
- нарушение размеров отверстия или его формы;
- появление зазубрин внутри отверстия, вызванных использованием тупого сверла;
- несносность отверстия и детали.
Большинство перечисленных дефектов можно устранить, однако это требует дополнительного оборудования и усилий.
Рис. №4 Примеры корректной и некорректной центровки
Для чего выполняется центровка?
Центровка для сверления отверстий позволяет избежать следующих проблем:
- Избыточная вибрация при обработке заготовки из-за смещения центра масс.
- Увеличение усилий трения, снижение производительности оборудования.
- Преждевременный износ сальников, подшипников и прочих опорных узлов станка.
- Увеличение сложности обработки.
- Увеличенный расход электроэнергии.

Грамотно выполненная центровка существенно сокращает риск брака и ускоряет рабочий процесс.
Методы центровки
Центровка для сверления отверстий позволяет избежать следующих проблем:
- С использованием линейки. Простой способ, используемый при изготовлении малоответственных деталей ввиду низкой точности. Позиционирование отверстий выполняется посредством линейки, щупов и осевых калибров.
- Радиально-осевой способ. Центровка с применением часовых индикаторов. Способ актуален при работе с крупными муфтами, используется на многих современных производствах.
- Метод обратных индикаторов. Центрование предполагает выполнение измерений в двух точках. В результате осуществляется единовременный контроль за угловым и параллельным смещением.
- Центровка посредством лазера. Проведение работ с применением лазерных лучей, индикационных блоков и расчетного модуля.

Центровка лазером получила наибольшее распространение ввиду высокой скорости, точности и простоты.
Рис. №5 Набор приспособлений для лазерной центровки
Центровка при помощи лазера: пошаговая инструкция
Центровка посредством лазера выполняется в определенном порядке:
- проверка допустимой несоосности согласно нормативам;
- размещение компонентов в посадочных местах;
- фиксация детекторов на поверхности вращающихся деталей;
- выбор программы центровки в блоке управления;
- ручной поворот вала с целью считывания системой первичных данных;
- коррекция позиции элементов в соответствии с рекомендациями устройства;
- повторный поворот вала.
Если в результате повторного поворота отклонения не превышают норму, центровку можно считать завершенной. Остается сформировать отверстие с использованием имеющегося сверла.
При работе с центровочными сверлами важен правильный подбор режима резания. Если подача сверла осуществляется вручную, стоит избегать резких движений – это предотвратит закусывание, сколы и прочие дефекты.
Как выбрать центровочное сверло?
При подборе центровочного сверла важно учитывать следующие параметры.
- Материал изготовления. Качественные сверла изготавливаются из стали HSS, Р6М5, Р18 и прочих марочных сплавов.
- Диаметр. Диаметр сверла должен совпадать с размерами будущего центровочного отверстия.
- Тип сверла. Тип инструмента определяется при выборе способа центровки. В продаже представлены сверла типа А, В, С и R.
- Стандарт. Инструмент должен производиться согласно действующим нормативам. Для отечественных сверл это ГОСТ 14952-75, для зарубежных – DIN 333.
- Обрабатываемый материал. В продаже представлены сверла для цветных металлов, конструкционных и легированных сталей. Перед покупкой изделия стоит удостовериться, что оно справится с материалом заготовки.
 Перед покупкой изделия стоит удостовериться, что оно справится с материалом заготовки.
Перед покупкой изделия стоит удостовериться, что оно справится с материалом заготовки.
Специалисты рекомендуют приобретать наборы сверл. Это оптимизирует рабочий процесс, существенно расширит возможности мастера.
Рис. №6 Набор центровочных сверл из стали HSS
Для подбора и покупки центровых сверл посетите соответствующий раздел нашего каталога. Здесь представлен металлорежущий инструмент от ведущих производителей, присутствуют решения для частных и производственных мастеров.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
6 декабря 2021
Треугольные отверстия в металле
10 июня 2020
Сверление квадратных отверстий в металле
22 июля 2018
Сверление отверстий алмазными коронками
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
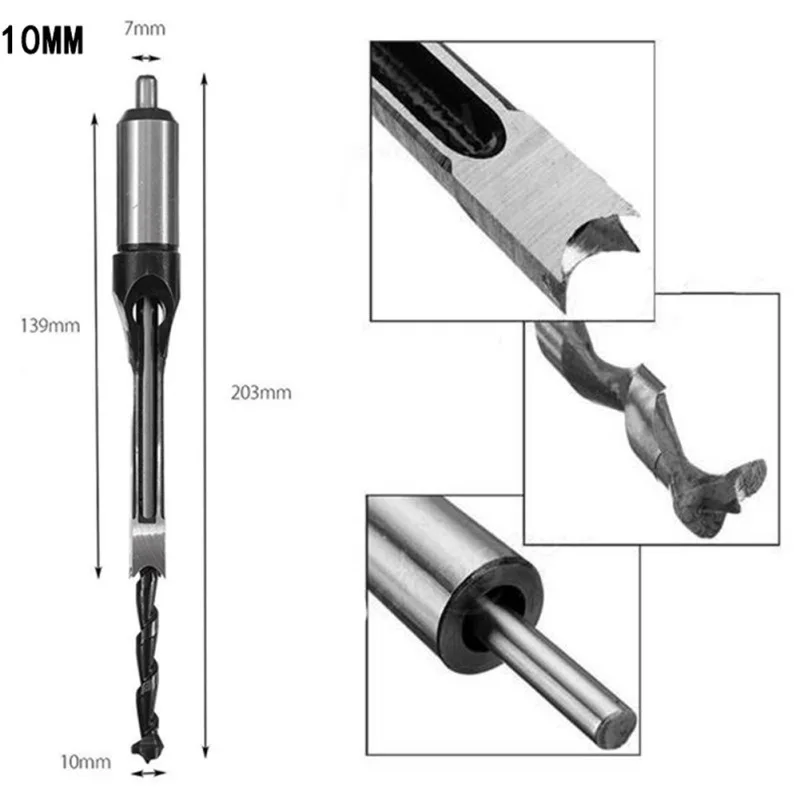
Центровочные приспособления для сверления различных размеров отверстий для крепежа в количестве 10 шт
Давно надо было заказать данные приспособления, ибо при изготовлении различных поделок и в ходе различного мелкого ремонта в квартире возникает необходимость сверлить более-менее точные отверстия для саморезов в отверстиях крепежа.
Я не стал мелочиться и заказал сразу комплект из 10 свёрл.
Упаковка
Приехало все в обычном бумажном пакете:
Внутри «пупырка» и прозрачный мягкий пакет на замке:
Все приспособления:
Заявленные характеристики:
Материал сверл: быстрорежущая сталь
Материал корпуса: сталь
Размеры хвостовика: 1/4″
Диаметр сверл: 5/64″ (1,98 мм), 2 мм, 7/64″(2,78 мм), 2. 8 мм, 9/64″ (3,57 мм), 3.6 мм, 11/64″ (4,4 мм), 5 мм, 13/64 (5,15 мм) «, 1/4» (6,35 мм).
8 мм, 9/64″ (3,57 мм), 3.6 мм, 11/64″ (4,4 мм), 5 мм, 13/64 (5,15 мм) «, 1/4» (6,35 мм).
Некоторые значения диаметров сверл в дюймах почти совпадают с теми, которые метрические, но внешний диаметр центрирующей трубки у них отличается.
Диаметры сверл отштампованы на гильзах, найти нужное не составит труда:
Все приспособления различаются не только по диаметру, но и по длине.
Длина самого-самого:
Далее немного увеличенные фотографии:
Устройство довольно простое, на подпружиненной трубке имеется прорезь для отвода стружки при сверлении:
Сверло держится на хвостовике благодаря винту с внутренним шестигранником:
Разбирается легко, гильза просто выкручивается с хвостовика:
В разобранном виде:
Сверло на хвостовике:
Сверло, снятое с хвостовика:
Подвижная трубка имеет стопорное кольцо:
Принцип работы устройства:
Для проверки сверл я использовал дрель makita 6501 с оборотами 4500 и патроном до 6,5 мм.
Все приспособления немного вибрируют при вращении и это понятно, так как есть зазоры и подвижные части, но это все не критично:
Пробую крепить петлю, выбрал приспособление с наиболее подходящими диаметрами сверла и трубки:
Самое главное при работе держать сверло перпендикулярно к поверхности, дабы отверстие не ушло вкось. Правда сделать брак сложнее вследствие конструкции сверл, но все же нужно следить за этим.
Попробовал прикрепить стальную полосу с отверстиями чуть меньшего диаметра с двух сторон, использовал уже другое сверло:
Все просверлилось четко по центру:
Ну и не забываем, что для каждого типа и диаметра крепежа — свое отверстие, меньшего диаметра.
Insum.
Сверла мне понравились, не жалею что заказал. Очень нужная вещь для разного рода задач. Не жалею и по тому поводу, что заказал сразу 10, есть наборы по 3-4 шт., но лучше иметь на все случаи.
По качеству изготовления претензий никаких-все элементы сталь, довольно просто и надежно сделаны, ничего не заедает.
Дополнительная информация
Оп!=)
Типы центрирующих сверл, угол центрового сверления и области применения
Выбор инструмента для токарного станка с ЧПУ / Выбор инструмента для фрезерного станка с ЧПУ
— by admin — Оставить комментарий
Центровочное сверло, типы , угол центрирующего сверла – что и где используется
Центровочное сверло используется для сверления отверстия на оси вала, чтобы удерживать его между центрами. Он также использовался для сверления центральных отверстий на обрабатывающих центрах, но для этой цели был заменен точечным сверлом (имеющим более простую геометрию).
Центровочные сверла бывают двух распространенных типов: тип A (DIN 333-A) и тип B (DIN 333-B), в зависимости от угла центрового сверла.
Тип A образует центральное отверстие с одиночной фаской под углом 60 градусов. Тип B образует отверстие с 2 фасками, 60-градусной фаской и дополнительной 120-градусной фаской в начале отверстия. Фаска 120 градусов защищает начало отверстия от повреждений и деформации, которые могут привести к неточному центрированию центра задней бабки.
Тип B образует отверстие с 2 фасками, 60-градусной фаской и дополнительной 120-градусной фаской в начале отверстия. Фаска 120 градусов защищает начало отверстия от повреждений и деформации, которые могут привести к неточному центрированию центра задней бабки.
Типовые размеры центровочного сверла
Существует также тип R (DIN 333-R), который имеет радиус вместо фаски. Это формирует центральное отверстие, что приводит к большей точности удержания, поскольку контакт происходит только в одной точке, но несущая способность отверстия (способность выдерживать боковые силы, возникающие в результате резки) будет меньше.
Кстати, вы заметите, что размеры центрального сверла имеют предпочтительные размеры, как описано в этом посте.
Текст и фото. источник Cadem NCycopedia: мультимедийное программное обеспечение для обучения ЧПУ.
И т. д.
Магазин паана с отличием
Магазин паана для меня всегда означал небольшой магазин в металлических ящиках, в котором есть максимум 5 видов паана – Сада, Митха и пара других. В основном лист бетеля, орех арека и несколько других ингредиентов.
В основном лист бетеля, орех арека и несколько других ингредиентов.
В Аурангабаде несколько месяцев назад у меня был паан в совершенно другом магазине паана, одном из символов города и туристической достопримечательности, центре Тара Паан.
Мохаммед Шарфуддин Сиддки, или Шарфубхай, открыл магазин около 30 лет назад. Это был небольшой магазин — его мать делала пан масалас, и Шарфубхай сидел в магазине. Сегодня это место, куда можно пойти после ужина, и каждый день отсюда в Дубай отправляется партия паана. Магазин открыт далеко за полночь. В меню большое разнообразие паанов с экзотическими ингредиентами.
Предметы 1, 2 и 4 (одни из самых дорогих в списке) являются паанами-афродизиаками, как следует из их названий — Пара, Медовый месяц и Раджа Рани. В них есть шафран, мускус и куча афродизиаков, из которых главный — корень растения под названием Цфат Мусли (Chlorophytum borivilianum). Интересно, действительно ли латинское название вида происходит от Боривали, пригорода Мумбаи? Может быть, жители Боривали употребляют много афродизиаков (а может, и нет, и название — дань их не нуждаемости в афродизиаках? ).
| Заинтересованы в Plug-and-play системе Industry 4.0? См. LEANworx от нашей группы компаний. |
TaggedТипы центровых сверлЦентровое сверление
Точно центрировать отверстия на сверлильном станке?
костиj32
Участник
#1
Я только что получил новый сверлильный станок. Возникли проблемы с точным сверлением размеченных отверстий. Сначала я попробовал центральное сверление, но затем стол пришлось опустить, чтобы поместить сверло, поэтому все позиционирование теряется. Вчера попробовал сделать несколько отверстий в алюминии диаметром 1/4 дюйма, но, найдя на глаз отмеченное место, я все еще выхожу за пределы центра. Есть какой-нибудь трюк, чтобы сделать это? Отметить отметку трудно, чтобы он не сместился от центра. Буду признателен за любые предложения.
Вчера попробовал сделать несколько отверстий в алюминии диаметром 1/4 дюйма, но, найдя на глаз отмеченное место, я все еще выхожу за пределы центра. Есть какой-нибудь трюк, чтобы сделать это? Отметить отметку трудно, чтобы он не сместился от центра. Буду признателен за любые предложения.
Дженаро
Накидная гайка
Известный член
#2
Когда вы используете вигглер/воблер, как бы вы его ни назвали, начните с довольно быстрого запуска сверлильного станка, а затем кончиком карандаша толкните конец иглы к центральной оси, пока он не начнет работать правильно. , требуется немного практики, чтобы не зайти слишком далеко. Затем опустите наконечник, пока он не станет всего на несколько тысяч. над заготовкой, достаньте увеличительное стекло и отрегулируйте стол так, чтобы наконечник был выровнен в обоих направлениях, затем используйте центрирующее сверло, таким образом, вы можете получить в пределах нескольких тысяч
Затем опустите наконечник, пока он не станет всего на несколько тысяч. над заготовкой, достаньте увеличительное стекло и отрегулируйте стол так, чтобы наконечник был выровнен в обоих направлениях, затем используйте центрирующее сверло, таким образом, вы можете получить в пределах нескольких тысяч
te_gui
Известный член
#3
Я понимаю, что у большинства домашних дрелей нет реверса, но если вам повезло, вы можете работать обратным ходом до тех пор, пока не почувствуете, что центральное сверло или сверло падает в углубление пуансона, а затем, удерживая давление на Переключатель пиноли в положение «вперед» и сверление в обычном режиме.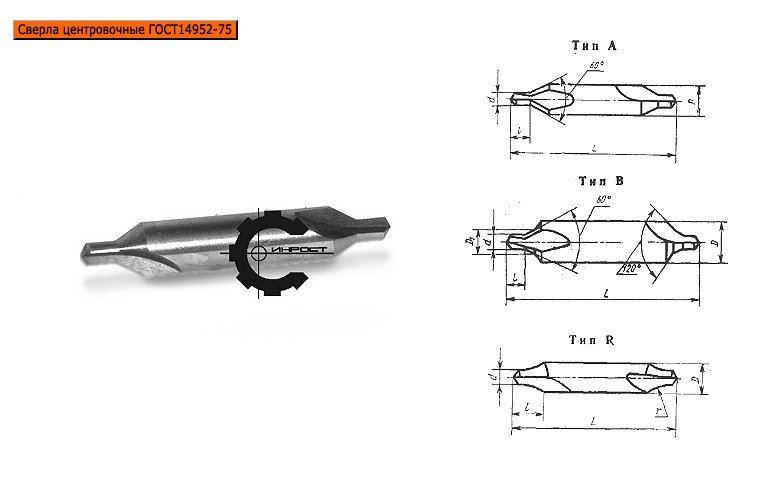
Брайан
мклоц
Известный член
#4
Очень сложно найти центральный щелчок сверлом большего размера (скажем, > 1/4″). Маленькие сверла легко введутся в центральный щелчок. (Попробуйте на каком-нибудь ломе, пока не почувствуете.) Центрирующее сверло предназначен для сверления центральных отверстий для центров токарных станков.Поэтому он намеренно сделан жестким и не может достаточно согнуться, чтобы легко входить в центральную защелку.
Таким образом, для больших сверл сначала просверлите обычным сверлом меньшего размера (~1/8 дюйма). Помимо того, что пилотное отверстие поможет вам попасть в цель, пилотное отверстие значительно облегчит сверление большего отверстия.
Также обратите внимание, что трудно начать сверлить по отметке, сделанной с помощью *пробойника*.После того, как вы отметите место отверстия с помощью пробойника, повторите его с помощью настоящего кернера, чтобы создать щелчок, который дрель может легко найти.
гилессим
Известный член
#5
Можно попробовать повернуть конец буровой штанги примерно такого же диаметра. и длину, как ваше сверло, и сначала определите свой центр, используя это, даже легкого нажатия на острие может быть достаточно, чтобы помочь сверлу войти, в противном случае припаяйте самое маленькое центральное сверло, которое вы можете найти, в отверстие, просверленное в конце еще одного куска буровой штанги и использую его в качестве удлинителя, я использую увеличительное стекло, чтобы найти точку и просто коснуться ее, этого должно быть достаточно, чтобы направить сверло.
Джайлз
Макгайвер
Известный член
#6
В 99,9% случаев я позволяю работе «плавать», другими словами, она не зажата и не закреплена на столе. таким образом, центрирующее сверло (или центрирующее сверло, но центрирующее сверло облегчает последующее сверление) вытянет метку центрирующего пуансона вровень со шпинделем. Это совершенно безопасно и является стандартной практикой, однако вы должны иметь представление о взаимосвязи между инерцией работы (или, если она небольшая, работы в тисках DP) и потенциальным крутящим моментом.
В то же время ДП — самая опасная машина в магазине, так что с ней надо быть поумнее. вы можете получить большой крутящий момент от больших сверл, работающих медленно, или внезапно, когда сверло захватывает очень тонкий материал или при сверлении латуни и бронзы без правильной геометрии сверла. Для больших сверл, если вы беспокоитесь о том, что работа может ускользнуть от вас, просверлите точечное сверло, а затем просверлите отверстие малого диаметра. С маленьким диаметром маловероятно, что крутящий момент будет настолько высоким, что он ускользнет от вас. затем, просверлив предварительное отверстие, если вы чувствуете необходимость прижать его к столу для последующих сверл, даже если вы не идеально выровняете их, они будут стремиться следовать уже просверленному отверстию. скажем, вы делаете отверстие 3/4 через кусок стали — я бы не стал держать его в руках — но я бы сделал отверстие 3/8, которое я сделал в качестве пилота, — затем зажмите отверстие 3/4
вы можете получить большой крутящий момент от больших сверл, работающих медленно, или внезапно, когда сверло захватывает очень тонкий материал или при сверлении латуни и бронзы без правильной геометрии сверла. Для больших сверл, если вы беспокоитесь о том, что работа может ускользнуть от вас, просверлите точечное сверло, а затем просверлите отверстие малого диаметра. С маленьким диаметром маловероятно, что крутящий момент будет настолько высоким, что он ускользнет от вас. затем, просверлив предварительное отверстие, если вы чувствуете необходимость прижать его к столу для последующих сверл, даже если вы не идеально выровняете их, они будут стремиться следовать уже просверленному отверстию. скажем, вы делаете отверстие 3/4 через кусок стали — я бы не стал держать его в руках — но я бы сделал отверстие 3/8, которое я сделал в качестве пилота, — затем зажмите отверстие 3/4
Для латуни и некоторых видов бронзы шлифуйте или шлифуйте с нулевым передним углом, и они не будут хвататься, а для тонкого листового материала выберите другой тип сверла (шлифовальный или ступенчатый) или прослоите его. если заготовка маленькая, используйте тиски для сверлильного станка или место для пальца, чтобы увеличить массу — невозможно и очень небезопасно держать мелкие детали руками для сверления.
если заготовка маленькая, используйте тиски для сверлильного станка или место для пальца, чтобы увеличить массу — невозможно и очень небезопасно держать мелкие детали руками для сверления.
На всякий случай я держу на столе короткий кусок большого (может быть 3 или 4 дюйма) углового железного зажима. Я часто использую его в качестве упора при сверлении больших заготовок.
составной драйвер 2
Известный член
#7
Hi
Купите приличный набор центрирующих сверл Slocomb от 1 до 6 и используйте для начала хорошо отшлифованный центрирующий кернер.
Маленькие сверла НЕ должны направлять себя в метку пуансона/центральную точку, а должны падать прямо внутрь. Если сверло будет блуждать по метке, это может привести к тому, что сверло слипнется с лески и, в худшем случае, сломается. Выровнять сверло по отметке пуансона не составит труда, и еще меньше проблем, если вы использовали центральное сверло Slocomb с заготовкой, закрепленной на столе пресса.
Если сверло будет блуждать по метке, это может привести к тому, что сверло слипнется с лески и, в худшем случае, сломается. Выровнять сверло по отметке пуансона не составит труда, и еще меньше проблем, если вы использовали центральное сверло Slocomb с заготовкой, закрепленной на столе пресса.
ура
ГенК
Новый член
#8
Другой метод заключается в использовании небольшого количества Rodico, синей липкой ленты или другого материала, чтобы прикрепить швейную иглу к кончику сверла. true и используйте это, чтобы выровняться с поп-меткой. Удалите иглу и наклейте шрифт и просверлите отверстие.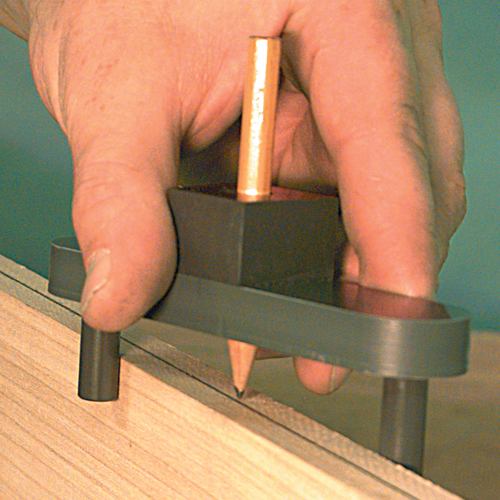
GeneK
ps Я думаю, что это в одном из прикроватных ридеров Machinist, стоит денег за все советы и вещи в них.
райм 11
Известный член
#9
В крайнем случае я иногда использую кромкорез с заостренным концом. Шпиндель , а не токарная обработка . Я могу перемещать деталь до тех пор, пока метка укола или маленькое установочное отверстие не окажутся на вершине с легким нажатием, и я не почувствую никакого смещения кромочного приспособления ногтем.
Если вы хотите увидеть биение шпинделя, если оно есть, поверните шпиндель вручную и отметьте любое изменение смещения кромкомерного устройства.
Бернд
Известный член
#10
Я сделал несколько больших алюминиевых пластин с несколькими отверстиями. Сначала я протыкаю нанесенные линии. Затем я использую кернер, чтобы увеличить след от укола. Я использую центрирующее сверло №2. Сверло достаточно маленькое, чтобы тянуть работу по центру во время бега. Затем я просто прикладываю давление, чтобы сделать центральное отверстие. Отверстия будут находиться в пределах допуска ваших отмеченных линий. Надеюсь, это помогло.
Бернд
райм 11
Известный член
#11
Gene K
Я не могу понять, как вставить частичную цитату в ответ, поэтому я просто скажу, что согласен с Прикроватными ридерами очень достойные. Я многому у них научился и сделал несколько его проектов.
Интересно, Гай Лутар все еще здесь? ???
Рэй М
Лью Хартсвик
Известный член
#12
ЭльГринго сказал:
Gene K
Не могу понять, как вставить частичную цитату в ответ
Ray MНажмите, чтобы развернуть.
 ..
.. Просто выделите часть, которая вам не нужна, и удалите ее. Как и я в вашем посте.
…лев…
райм 11
Известный член
№13
Просто выделите ненужную часть и удалите ее. Как и я в вашем посте.
…лью…
[/quote]
Спасибо Лью,
Рэй М
Бернд
Известный член
№14
ЭльГринго сказал:
Интересно, Гай Лютар еще жив? ???
Ray MНажмите, чтобы развернуть…
Да, он. Вот его сайт: http://lautard.com/
Bernd
P.S. Жду от него публикации четвертой «Читательницы прикроватной».
Дик Подлый40
Известный член
№15
GeneK сказал:
Еще один метод — использовать немного Rodico, синей гвозди или другого материала, чтобы прикрепить швейную иглу к кончику сверла.
Нажмите, чтобы развернуть…
 и используйте это, чтобы выровняться с поп-меткой. Удалите иглу и наклейте шрифт и просверлите отверстие.
и используйте это, чтобы выровняться с поп-меткой. Удалите иглу и наклейте шрифт и просверлите отверстие.Меня научили альтернативе этому, которую мы также назвали «липким штифтом», которая работает с большими отверстиями, где кончик долота сверла не попадает в щелчок. Если вы уверены, что ваш центральный выступ расположен точно, начертите самый большой круг, какой только сможете, с помощью пары разделителей на рабочем месте синим маркером или фломастером.
Установите работу на столе с дрелью в патроне и штифтом, прикрепленным к боковой стороне дрели липкой лентой или резинкой, а острие штифта ниже кончика дрели. рукой вращайте сверло, регулируя штифт, пока не установите его на радиус большого начерченного круга, а затем перемещайте работу до тех пор, пока при вращении шпинделя кончик иглы не будет следовать начерченному кругу. Зажать хомуты и перепроверить, снять резинку и просверлить.
Похожие записи
-

 Баллон для снорклинга: Мини-баллоны Scorkl для дайвинга – технологичная замена громоздким аквалангам
Баллон для снорклинга: Мини-баллоны Scorkl для дайвинга – технологичная замена громоздким аквалангам - Lumintop d2: Неожиданно, но нравится! Обзор недорогого компактного дальнобойного фонаря Lumintop D2 / Фонари / iXBT Live
- Ножи horeca x50crmov15: Нож horeca select x50crmov15 в Рязани: 0-товаров: бесплатная доставка [перейти]
- Синхайзер cx300: Купить Наушники Sennheiser CX300-II black 502737 с доставкой в Москве