Аппарат для сварки полипропиленовых труб своими руками: Самодельный сварочный аппарат для полипропиленовых труб
Содержание
Самодельный сварочный аппарат для полипропиленовых труб
В этом выпуске канала alexgyver мастер класс на тему изготовления устройства для сварки полипропиленовых труб с контролем температуры. По характеристикам сварочный аппарат будет мало отличаться от готовых магазинных вариантов.
Товары для изобретателей Ссылка на магазин.
Эти аппараты не особо то дорогие. Но мастер решил попробовать сделать компактный самодельный меньшей стоимостью, чем фабричный. Эта самоделка с системой управления.
Известно, что можно варить полипропиленовые трубы при помощи газовой горелки, но этот способ не удобный и дает несимпатичный шов плохого качества. Особенно сложно соединять ею тонкостенные трубы. Где то перегрели, где то недоглядели. Да и стоит газовая горелка столько же, сколько разработанный автором ролика аппарат.
Для сварки труб рекомендуется температура 360 градусов причем для разных труб при этой температуре существует оптимальное время нагрева. Поэтому нужна термостатированная система нагрева и качество пайки таким паяльником будет такое же, как у заводского.
Поэтому нужна термостатированная система нагрева и качество пайки таким паяльником будет такое же, как у заводского.
Что нужно приготовить для работы
Нам понадобится кипятильник на 1 киловатт, купить который можно в любом хозяйственном магазине. Температуру будем измерять высокотемпературной термопарой с драйвером. Обрабатывать значение и управляя включением реле будет ардуино. Питать ее будем от зарядника для телефона.
Электроника для самоделок вкитайском магазине.
Купить всю электронику дешевле всего в интернет-магазине. Ардуино — в этом китайском магазине. Модуль управления сетью — ссылка.
Насадки для сварки труб лучше купить, так как одних зависит качество шва. Делать такими насадки своими руками не очень целесообразно, так как они довольно дешевые, но в то же время имеет антипригарное покрытие. Сделать таким насадки можно из не нужной сковородки, нарезав ее полосками и свернув в цилиндры. Если кто будет заниматься такой дичью, размеры покупных насадок такие.
Сварочный аппарат будет работать так
Кипятильник подключен через реле. Его температура постоянно измеряется датчиком и по параметрам ардуино управляет включением и выключением тока на кипятильнике. Температура удерживается в район до 160 градусов. Нагрев выключается выше 270 градусов и снова включается при ниже 250. Таким образом поддерживается температурный диапазон. Специально не используются полевые транзисторы и плавное управление мощности при помощи регуляторов с целью упрощения конструкции. Пусть стоит себе реле щелкает.
Перейдем к изготовлению
Разбираем кипятильник. Нужно измерить его сопротивление, чтобы после окончания работ убедиться, что мы ничего лишнего не замкнули и не испортили. Самое сложное в этом проекте — разогнуться объемную спираль кипятильника и перемотать ее в плоскую спираль. Гнется он очень плохо и пришлось прогреть его.
Нагреваем до почернения и ждем медленного остывания на воздухе. Заодно можно и кипятильник стал чуть мягче. Старайтесь не оставлять сильных вмятин плоскогубцами, потому что по ним трубка может сломаться. Используйте плоскогубцы через тряпку, тиски. В итоге получаем плоскую спираль.
Старайтесь не оставлять сильных вмятин плоскогубцами, потому что по ним трубка может сломаться. Используйте плоскогубцы через тряпку, тиски. В итоге получаем плоскую спираль.
В центральное отверстие должен спокойно входить болт м8. Им насадки будут крепиться на апарат.
Проверим сопротивление. Все те же самые 60 ом. Значит, кипятильник в полном порядке. Также можно проверить, не будет ли аппарат бить током. Отлично, контакта нет. Значит спираль нигде не касается корпуса.
Внутри кипятильника находится нихромовая спираль, закатанная в гипс.
Ближние к концам участки спирали намереваются меньше всего. Можно использовать деревянную подставку. Пусть она даже немного обуглится. Ничего страшного.
Продолжение на видео об изготовления сварочного аппарата, который с успехом соединяет полипропиленовые трубы, с 4 минуты.
Прошивка и код тут. alexgyver.ru/PP_welder_source/
alexgyver.ru/PP_welder_source/
В другой статье про ящик сварщика.
Пошаговая инструкция по сварке полипропиленовых труб своими руками
Главная » Полезные советы
Просмотров 1к. Обновлено
Содержание
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
водопровод трубы
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по
в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.


В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.
Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
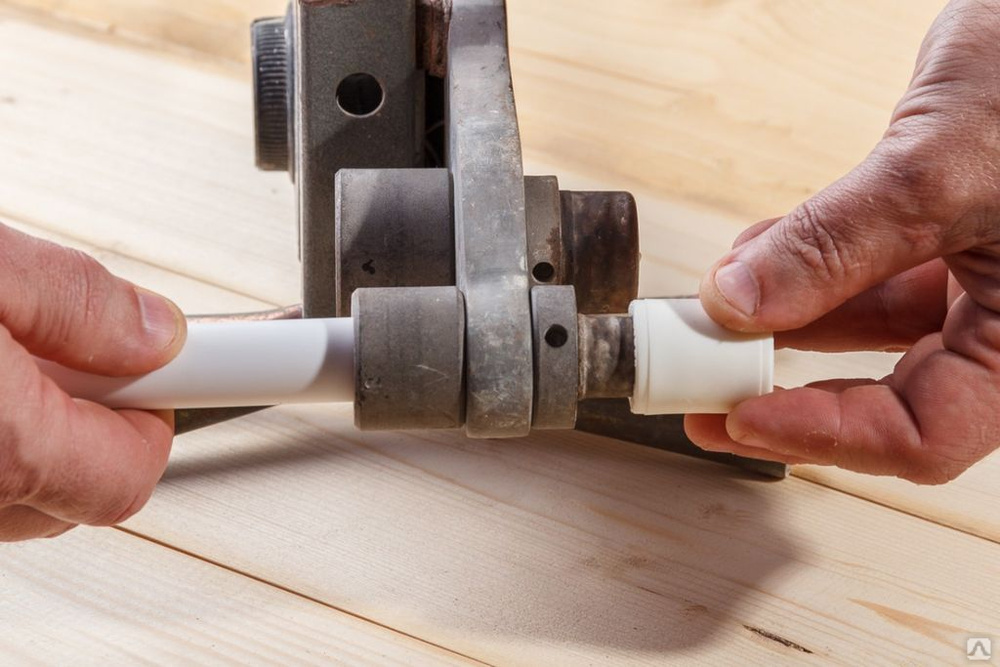
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации Это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.

Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.
Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w»>
youtube.com/embed/FTZ_Rtu4a_w»>
Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, поскольку они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы
Создание идеально смешанного пластика может быть кропотливой задачей, особенно если вы новичок. Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного и того же материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Сожмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением фонарика убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет не менее 2-3 минут: Различные пластмассы плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0051 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет. №
Отшлифуйте сварной шов: Для однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
 Время обработки для этого метода составляет от 2 до 5 секунд.
Время обработки для этого метода составляет от 2 до 5 секунд.Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Для сварки пластмасс не требуются расходные материалы.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.

Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. В стандартах DVS особое внимание уделяется прочной, структурной и молекулярной сварке,
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Похожие записи
-

 Светильники с кнопкой включения: купить поворотные светильники с кнопкой в Москве по выгодной цене
Светильники с кнопкой включения: купить поворотные светильники с кнопкой в Москве по выгодной цене - Нитритная соль как применять: зачем она нужна, и как ее использовать?
- 5Mp ptz ip: Купить поворотную IP PTZ камеру видеонаблюдения 5Mp POE auto tracking, H.265, Audio, SD ✔ доставка по всей России, гарантия 12 мес.
- Orico pvu3: Купить контроллер Orico PVU3-7U в интернет магазине Регард Москва: цена, характеристики, описание, отзывы