Удаление окислов: Удалить окислы с клемм
Содержание
Удалить окислы с клемм
Агрегат/система: Электрика
Неисправность: Удалить окислы с клемм
Симптомы
- Сбои в работе электронных систем автомобиля.
- Нарушение штатной работы электроприборов.
- Падение напряжения бортовой сети.
- Искрение.
- Посторонние запахи.
Причины возникновения неисправности
- Окисление соединительных клемм.
- Нарушение контакта.
Возможные последствия неустранения
Если не принять меры по восстановлению качественного контакта в месте соединения ситуация продолжит усугубляться, вплоть до полного разрушения клемм. Это может привести к серьезным отказам систем и агрегатов автомобиля, потребующим дорогостоящего квалифицированного ремонта. В отдельных случаях возможно возникновение сильного нагрева и возгорания электропроводки.
Решение проблемы
Необходимо тщательно очистить клеммы, убрать все окислы, восстановить контакт и обеспечить ему защиту.
Очиститель контактов Kontaktreiniger
Аэрозольный состав комбинированного действия. Одновременно удаляет и окислы металлов, и жировые загрязнения. Восстанавливает электропроводимость, блокирует токи утечки. Не повреждает детали из металлов и пластиков.
- Очищает загрязненные контакты.
- Разрыхляет и удаляет соли окислов.
- Уменьшает контактное сопротивление.
- Не содержит силикона.
Использование Kontaktreiniger позволяет быстро и легко очистить контакты от окислов и загрязнений, экономит время и повышает качество работ по обслуживанию электрооборудования.
Артикул: 7510
Объем: 0,2 л
Как применять Очиститель контактов Kontaktreiniger
- Контакты отключить от источника питания.

- Продукт распылить на контакты и, в зависимости от уровня загрязнения, оставить, примерно, на 5-10 минут.
- Удалить грязь салфеткой, щеткой или сжатым воздухом. В случае попадания продукта на лаковые или пластиковые поверхности, протереть их влажной тканью.
Примечание: подключать к источнику питания через 10 минут после завершения очистки.
Спрей для электропроводки Electronic-Spray
Аэрозольный состав — отлично вытесняет влагу и обладает высокими диэлектрическими свойствами. Дополнительные компоненты способствуют очистке и защите материалов электро-контактов от окислов, обеспечивают хорошую совместимость с эластомерами и полимерными материалами.
- Очищает загрязненные контакты.
- Защищает от коррозии.
- Вытесняет влагу.
- Проникает в оксидные и сульфидные отложения.
- Снижает контактное сопротивление.
- Не содержит силиконов.

Использование Electronic-Spray помогает защитить контакты электрооборудования от коррозии, продлевая срок его эксплуатации и повышая надежность системы.
Артикул: 8047
Объем: 0,2 л
Как применять Спрей для электропроводки Electronic-Spray
- Перед монтажом необходимо обработать детали спреем, после чего установить их. В случае наличия на контактах продуктов коррозии следует увеличить время для обеспечения действия.
- Отставшие следы коррозии следует стереть салфеткой или щеткой.
Результат очистки и обработки контактов
- Удалены загрязнения.
- Удалены окислы.
- Восстановлено надежное электрическое соединение.
- Восстановлена штатная работа электрооборудования автомобиля.
- Обеспечена защита от окисления.
- Снят риск самопроизвольного возгорания.

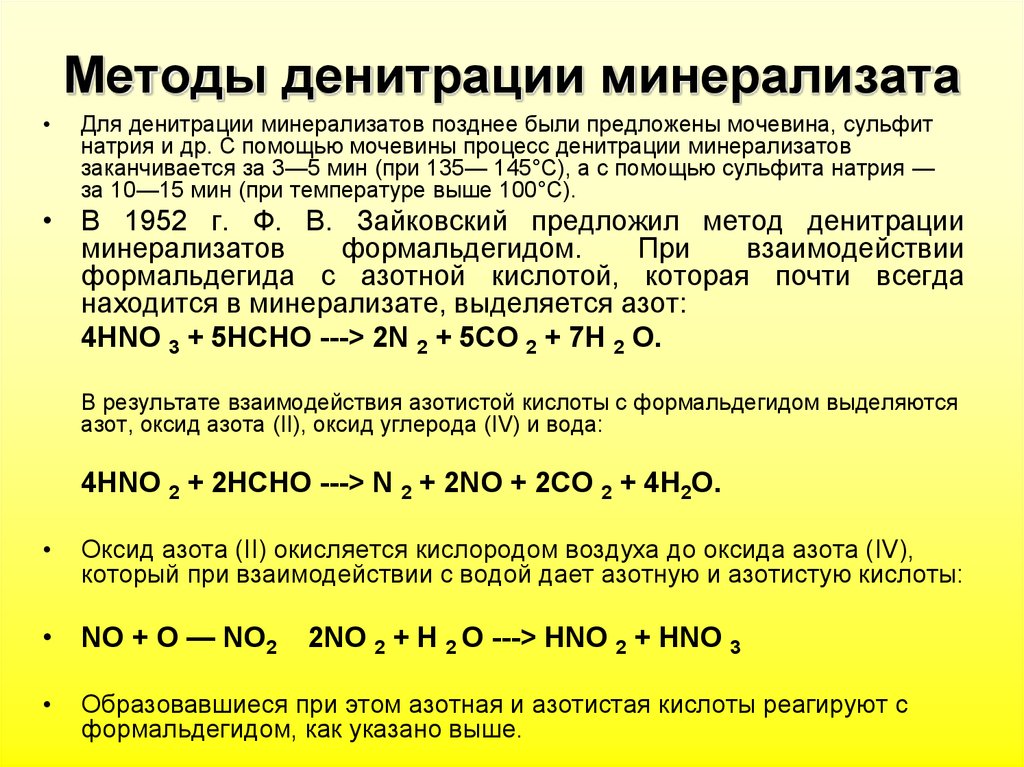
Удаление твердых окислов путем флюсования » Все о металлургии
04.02.2017
Окислы в сплавах могут быть и тяжелее расплавленного металла и легче, и могут иметь одинаковый удельный вес с удельным весом расплавленного металла. В зависимости от этого применяются три вида удаления твердых окислов путем флюсования; а) метод верхнего флюсования б) метод нижнего флюсования; в) метод флюсования по всей массе металла.
В случае, если удельный вес твердых окислов меньше удельного веса расплавленного металла, то окислы будут скапливаться преимущественно в поверхностном слое ванны (окислы распределяются неравномерно; они будут находиться и в остальной массе металла, но в слоях вблизи поверхности их будет больше). Наименьшее их количество будет в этом случае в нижних слоях металла в ванне. Резкого перехода от одного слоя к другому не наблюдается, а количество окислов возрастает постепенно, по мере приближения к поверхности ванны.
Резкого перехода от одного слоя к другому не наблюдается, а количество окислов возрастает постепенно, по мере приближения к поверхности ванны.
При таком распределении окислов в металле должно быть применено верхнее флюсование. Возможно также применение флюсования по всему объему металла; в этом случае движение флюса при удалении легких окислов, как увидим далее, должно происходить снизу вверх.
Для верхнего флюсования применяется флюс, обладающий удельным весом, меньшим удельного веса расплавленного металла при температурах ведения флюсования.
Верхнее флюсование производится следующим образом. Флюс располагается слоем по поверхности ванны и оставляется в таком положении на некоторое время. При этом частички окислов, которые в большем количестве присутствуют в верхнем слое металла, частично приходят в соприкосновение с флюсом (рис. 91, а). Соприкасающиеся с флюсом окислы будут в нем растворяться. Как только из поверхностного (может быть очень тонкого) слоя металла окислы перейдут во флюс, между кашеобразным металлом верхнего слоя и флюсом окажется прослойка металла, из которого флюс извлек окислы. Этот очищенный металл становится более тяжелым по сравнению с металлом, содержащим во взвешенном состоянии окислы (рис. 91,6) и по этой причине стремится переместиться вниз до дна ванны (рис, 91, в). Как только это произойдет, снова кашеобразный металл, т. е. металл, содержащий твердые окислы, поднимется до соприкосновения с флюсом и во флюс перейдут окислы. Опять между флюсом и металлом окажется прослойка металла, не содержащего окислов, которая снова опустится на дно и присоединится там к очищенному металлу и т. д.
Этот очищенный металл становится более тяжелым по сравнению с металлом, содержащим во взвешенном состоянии окислы (рис. 91,6) и по этой причине стремится переместиться вниз до дна ванны (рис, 91, в). Как только это произойдет, снова кашеобразный металл, т. е. металл, содержащий твердые окислы, поднимется до соприкосновения с флюсом и во флюс перейдут окислы. Опять между флюсом и металлом окажется прослойка металла, не содержащего окислов, которая снова опустится на дно и присоединится там к очищенному металлу и т. д.
Нижнее флюсование применяется в тех случаях, когда окислы при температурах плавки удельно тяжелее металла. Как и в случае верх него флюсования, окислы будут придавать металлу кашеобразную консистенцию. Однако в этом случае наибольшее количество окислов в слое кашеобразного металла будет располагаться внизу ванны.
По мере приближения к поверхности количество окислов, находящихся в металле во взвешенном состоянии, постепенно уменьшается. Наиболее чистый от окислов металл будет находиться в верхнем слое ванны.
Наиболее чистый от окислов металл будет находиться в верхнем слое ванны.
Для выполнения нижнего флюсования подбирается флюс большего удельного веса по сравнению с удельным весом расплавленного металла при температурах плавки. В ванне он будет располагаться внизу. Процесс флюсования пойдет по аналогичной, но обратной схеме, по сравнению с тем, что имело место в случае верхнего флюсования (рис. 91, г).
Как только окислы перейдут во флюс, хотя бы в тонком слое, соприкасающемся с флюсом (рис. 91, д), этот металл, свободный от окислов, окажется легче кашеобразного металла, поэтому он переместится вверх. На его место опустится металл, содержащий окислы до соприкосновения с флюсом (рис. 91, е). Снова часть окислов перейдет из металла во флюс. Снова освобожденный от окислов металл поднимется кверху и т. д.
Если металл, подвергаемый нижнему флюсованию, в расплавленном состоянии легко окисляется, то он должен быть предохранен с поверхности от окисления или при помощи второго флюса, удельный вес которого меньшe удельного веса расплавленного металла, или путем создания какого-либо другого покрова или защитной атмосферы.
Флюсование по всей массе металла может быть произведено и с помощью более легкого флюса и с помощью флюса, удельный вес которого выше удельного веса расплавленного металла.
Удельно более легкие окислы удаляются при флюсовании по всему объему путем применения флюса, удельный вес которого меньше удельного веса расплавленного металла. В этом случае флюс при помощи колокола или обернутой ложки с отверстиями быстро погружается к дну ванны. Расплавленный флюс через отверстия в ложке или колоколе будет каплями или тонкими струйками подниматься вверх и, проходя через весь столб металла, растворять и уносить окислы на поверхность ванны (рис. 91, ж). Такое погружение флюса и пропускание его через расплавленный металл может быть проделано несколько раз с одним и тем же флюсом без снятия его с поверхности металла.
При применении такого метода флюсования будут удаляться из металла окислы, как сконцентрированные преимущественно в верхнем слое, так и находящиеся но всей массе металла.
В случае, если удельный вес окислов больше удельного веса расплавленного металла, флюсование по всей массе металла должно производиться с применением более тяжелого флюса (рис. 91, з).
91, з).
В этом случае флюс льется через ковш с мелкими отверстиями на поверхность ванны. Капли флюса, будучи более тяжелыми, пройдут через всю толщу металла, на пути встретят окислы, растворят их и вместе с ними уйдут на дно ванны. И в этом случае операция пропускания флюса через металл может быть проделана несколько раз.
Если с поверхности металла в рассматриваемом случае находится предохранительный флюс или какой-либо другой покров, то дырчатый ковш не следует поднимать из металла во избежание смешивания более тяжелого флюса с более легким. В этом случае дырчатый ковш с флюсом должен подниматься до уровня, расположенного несколько ниже поверхности соприкосновения металла с легким покровным флюсом.
В тех случаях, когда окислы, находящиеся во взвешенном состоянии в металле, имеют одинаковый с ним удельный вес, удалять их можно путем флюсования по всему объему металла с применением и более легкого и более тяжелого флюса.
В практике иногда вместо дождевого пропускания флюса через расплавленный металл пользуются менее эффективным способом; перемешивают металл с флюсом клюшкой или мешалкой.
Верхним флюсованием пользуются для удаления окислов из всех тяжелых цветных сплавов, так как их окислы, а следовательно, и металл со включениями окислов, обладают удельным весом, меньшим по сравнению с удельным весом металла.
С целью очистки aлюминия и алюминиевых сплавов от твердых окислов в практике обычно применяют верхнее флюсование. Для более полного же освобождения от окислов прибегают к перемешиванию, хотя более рационально было бы дождевое пропускание флюса через металл снизу, так как в алюминиевых сплавах могут присутствовать окислы, удельный вес которых одинаков с удельным весом расплавленного сплава.
Подобрать флюс для магния с удельным весом, меньшим удельного веса металла, трудно. Большинство флюсов для магния и его сплавов обладает удельным весом, немного большим удельного веса металла. Для прикрытия поверхности металла используют поверхностное натяжение флюса. Металл внутри флюса в этом случае находится в виде массы, стремящейся принять шарообразную форму (рис. 92).
92).
Флюс распределяется по стенкам тигля и со всех сторон охватываем металл. Если на поверхность металла поместить флюс, то он будет ее закрывать до тех пор, пока не будет отодвинут к краям.
Во время плавки магния флюсование идет со всех сторон, но довольно неорганизованно, так как сильно выраженного кашеобразного состояния металла при этом обычно не наблюдается. По-видимому, все же преобладает в этом случае нижнее флюсование.
В настоящее время вошли в употребление также рафинировочные флюсы для магниевых сплавов с применением бариевых и кальциевых солей как хлористых, так и (в особенности) фтористых. Эти флюсы заметно тяжелее ранее применявшихся на основе карналлита. Такие флюсы дают возможность осуществлять при рафинировании магниевых сплавов нижнее флюсование, которое в дальнейшем должно получить большое pacпpocтpaнениe.
- Удаление твердых окислов путем флотации
- Удаление твердых окислов путем отстаивания
- Классификация способов очистки металла от твердых окислов
- Раскислители
- Теоретические основания для ведения процесса раскисления
- Расчет структуры некоторых сложных латуней по составу и по заданной структуре
- Расчет шихт с применением лигатур
- Расчет шихт с применением лома
- Зависимость порядка загрузки составных частей шихты oт свойств, определяемых диаграммой состояний сплавов
- Порядок загрузки составных частей шихты при легкой окисляемости или высокой летучести одного из компонентов
Лазерное удаление окислов | Laserax
 youtube.com/embed/3e6LVK0gMEU?rel=0″>
youtube.com/embed/3e6LVK0gMEU?rel=0″>
Перед сваркой и некоторыми другими видами обработки поверхности металлические поверхности должны быть чистыми и без окислов. Лазерное удаление оксида можно использовать для удаления этих загрязнений без внесения примесей в основной металл. Используя микронную точность лазера, оксид можно удалить в контролируемых слоях и в заранее определенных областях.
Системы очистки волоконным лазером могут удалять оксиды как из черных, так и из цветных металлов. Эти системы выгодно отличаются от химической обработки, механических щеток и других распространенных методов.
Задать вопрос специалисту
Удаление оксида алюминия
Алюминий широко используется в металлообработке благодаря своей прочности и легкости. Под воздействием влаги и кислорода воздуха на его поверхности образуется серый оксидный слой, действующий как защитный барьер между кислородом и основным металлом.
Лазерная очистка — лучшее решение для удаления оксида с алюминия.
Например, оксид можно удалить перед сваркой, чтобы укрепить сварные швы. Его также можно удалить перед обработкой поверхности, например, перед нанесением покрытия, чтобы предотвратить отслаивание краски.Удаление оксидов из нержавеющей стали
Детали из нержавеющей стали обладают наилучшей устойчивостью к коррозии и имеют блестящую поверхность. Но при сварке высокотемпературные области вокруг сварных швов чернеют, что препятствует полной пассивации, вызывает ржавчину и снижает эстетику детали.
Волоконные лазеры используются для полного удаления черных оксидов в рекордно короткие сроки, обеспечивая должную пассивацию сварных швов и сохранение эстетики детали.
 Например, оксид можно удалить перед сваркой, чтобы укрепить сварные швы. Его также можно удалить перед обработкой поверхности, например, перед нанесением покрытия, чтобы предотвратить отслаивание краски.
Например, оксид можно удалить перед сваркой, чтобы укрепить сварные швы. Его также можно удалить перед обработкой поверхности, например, перед нанесением покрытия, чтобы предотвратить отслаивание краски.Зачем использовать лазерную технологию для удаления оксидов
Автоматизированные решения
Замените ручные и трудоемкие чистящие средства автоматизированным и повторяемым процессом.
Без расходных материалов
Удалите оксидные слои без абразивов, которые повреждают ваши машины и химикаты, которые требуют специальных процедур обращения и мощных вытяжных вентиляторов.
Максимальное время безотказной работы
Наши системы очистки изготовлены из компонентов промышленного класса для непрерывного удаления оксидов в течение многих лет при минимальном обслуживании.
Гарантированная безопасность
Интегрируйте безопасную технологию, не требующую СИЗ, с нашими сертификационными услугами класса 1 и опытом управления дымом.
Как работает лазерное удаление оксидов?
Когда вы фокусируете лазерный луч на поверхности, большое количество его энергии передается целевому материалу. Если эта энергия превышает порог абляции материала, материал подвергнется сублимации или испарению. Эта реакция, называемая лазерной абляцией, используется для удаления загрязнений и оксидов.
Оксиды имеют порог абляции значительно ниже, чем у большинства неблагородных металлов. Следовательно, мы можем настроить параметры лазера так, чтобы оксид удалялся без повреждения основного металла. Различные типы оксидов имеют разные пороги абляции. Например, ржавчина светло-оранжевого цвета и черный оксид, образующиеся вблизи мест сварки, имеют более низкий порог абляции, чем слои прокатной окалины, и поэтому удаляются быстрее. Фактически, большинство оксидов быстро удаляются за один проход лазера.
Различные типы оксидов имеют разные пороги абляции. Например, ржавчина светло-оранжевого цвета и черный оксид, образующиеся вблизи мест сварки, имеют более низкий порог абляции, чем слои прокатной окалины, и поэтому удаляются быстрее. Фактически, большинство оксидов быстро удаляются за один проход лазера.
Подробнее по теме: Как работает лазерная очистка в 5 шагов
Лазерное удаление оксидов
СваркаЛазерная очистка может использоваться в качестве предварительной или послесварочной обработки для удаления оксидов и других загрязнений. Результат: прочные сварные швы, долговечные покрытия, красивая отделка поверхности и абсолютно чистые поверхности. Вы можете интегрировать лазерное удаление оксидов непосредственно в производственную линию и даже запускать этот процесс одновременно со сваркой. | |
Подготовка поверхности и предварительная обработка Если ваш производственный процесс включает в себя нанесение покрытия или склеивание, например, порошковое покрытие или склеивание, вы можете использовать шероховатость поверхности, создаваемую лазерным удалением оксидов, для подготовки поверхностей к этим обработкам. Вы можете использовать лазерное удаление окиси, например, для очистки и текстурирования тормозных колодок перед нанесением краски. В этом случае адгезия краски оптимальна на поверхности, созданной лазером. | |
Удаление оксидов после плазменной и лазерной резкиЕсли вы используете кислородную резку, вам может потребоваться удалить побочный оксидный продукт, образующийся в процессе резки. Детали из пластин и листового металла являются типичными примерами деталей, которые можно обрабатывать лазерной очисткой для удаления оксида. |

Наши продукты Обладая мощностью лазера до 500 Вт, наши OEM-системы лазерной очистки и специально разработанные решения для очистки могут выдерживать самые сложные циклы, что делает их идеальными для встроенной интеграции. Мощность, необходимая для удаления оксида, в основном зависит от доступного времени цикла, толщины оксидной пленки и типа оксида. Наши мобильные системы лазерной очистки также могут удалять оксиды с машин или резервуаров на месте без необходимости перемещать их в мастерскую или на очистную станцию. |

Удаление оксида с алюминия на производственных линиях (3 метода)
Удаление оксида с алюминия обычно является необходимым злом для обеспечения производства высококачественных деталей. Если вы раньше очищали оксиды вручную, вы, вероятно, много тратили на ручной труд и с трудом добивались стабильных результатов.
Лазерная, механическая и электрохимическая очистка эффективно удаляют оксиды и другие загрязнения с алюминиевых поверхностей. Все эти методы могут быть автоматизированы или выполняться вручную. Давайте посмотрим, как они работают и каковы их преимущества и недостатки.
Расскажите нам о своем применении
Очистка оксидов алюминия с помощью лазерной технологии
Волоконные лазеры удаляют оксиды путем направления лазерного луча на поверхность детали. Луч нагревает оксиды и поверхностные загрязнения до такой степени, что они испаряются в виде дыма.
Луч нагревает оксиды и поверхностные загрязнения до такой степени, что они испаряются в виде дыма.
Автоматическое лазерное удаление оксида
Лазерное удаление оксида легче автоматизировать, чем другие технологии. На самом деле многие встроенные решения уже существуют. Поскольку лазерные системы не имеют движущихся частей, они требуют минимального обслуживания. И в отличие от механической и электрохимической очистки, лазеры работают без расходных материалов. В результате они очень хорошо подходят для автоматизации и могут работать круглосуточно и без выходных в течение всего года с минимальным временем простоя.
Автоматическая лазерная очистка идеально подходит для случаев, когда необходимо удалить оксиды и загрязнения с определенных участков, например, до и после сварки. Также было доказано, что он очень хорошо работает в качестве предварительной обработки для склеивания.
Также было доказано, что он очень хорошо работает в качестве предварительной обработки для склеивания.
Лазерное удаление оксидов вручную
Вы можете удалить оксиды вручную с помощью ручного лазера. Поскольку этот тип лазера легко адаптируется к сложной геометрии и различным деталям, он лучше всего подходит для технического обслуживания и ремонта. Производители используют их для удаления оксидов до/после сварки, а также для улучшения электропроводности алюминия.
Поскольку портативные лазеры не находятся в корпусе лазера, для них требуются дополнительные меры безопасности. Например, оператору необходимо носить очки для защиты от лазерного излучения. Любой, кто не носит лазерные очки, должен находиться за пределами периметра безопасности, чтобы предотвратить попадание в глаза лазерного луча. В идеале портативные лазеры используются в помещении в контролируемой среде, но их также можно использовать на открытом воздухе с соблюдением надлежащих мер безопасности.
Недостатки лазерной технологии
Одним из недостатков лазерной очистки является то, что она может быть медленной, если вам нужно удалить толстый слой оксида алюминия или если вы очищаете большую алюминиевую поверхность. Другие методы, такие как механические щетки, могут быть лучше адаптированы для таких применений.
Другие методы, такие как механические щетки, могут быть лучше адаптированы для таких применений.
Механическая очистка алюминия
Оксид алюминия можно очистить, протирая поверхность вращающимися щетками. Эти щетки прекрасно работают даже с толстыми слоями оксида, превращая их в пыль. Щетки также могут одновременно удалять заусенцы, что делает их отличным выбором для очистки алюминия после резки.
Но имейте в виду: перед очисткой металлической поверхности может потребоваться удалить масло, жир и другие загрязнения ацетоном. Вам нужно сделать это, например, для сварочных приложений. С помощью лазерной очистки можно одновременно удалить все виды загрязнений с поверхности.
Автоматические щетки требуют частого контроля и обслуживания. Поскольку кисти быстро расходуются, качество результатов со временем снижается. Без тщательного контроля это приводит к противоречивым результатам и бракованным изделиям. Следовательно, процесс очистки алюминия необходимо часто останавливать для замены щеток.
Если у вас небольшой объем производства, вы можете удалить оксидную пленку вручную с помощью проволочной щетки из нержавеющей стали или стальной мочалки, но будьте готовы к тому, что придется немного повозиться.
Удаление оксидов химическими веществами
При электрохимической очистке для удаления оксидов с поверхности алюминия используются кислоты. Как только кислоты наносятся нагретой угольной щеткой, последующая химическая реакция удаляет оксиды со скоростью, которая варьируется в зависимости от температуры и уровня концентрации кислоты.
Затем необходимо удалить и нейтрализовать чистящее средство. Для этого сначала протирают поверхность влажной чистой тканью, затем наносят нейтрализующее средство и, наконец, смывают водой. Для сварных швов из нержавеющей стали может потребоваться последующее применение пассивирующего агента.
Электрохимическая очистка обычно выполняется вручную с помощью специального чистящего средства для алюминия, но ее также можно автоматизировать. Например, роботы могут использоваться для автоматического нанесения кислоты на сварные швы с помощью кисти или распылителя.
Недостатки химикатов
Электрохимическая очистка дает удивительные результаты, качество которых не всегда можно воспроизвести с помощью других технологий, но это дорого, сложно в управлении и потенциально опасно. Если вы хотите внедрить эту технологию, вы должны быть готовы работать с ее ограничениями.
Управление химическими веществами может стать настоящей головной болью. Чтобы следовать правилам охраны окружающей среды и безопасности, вам необходимо убедиться, что вы получили все химические вещества, используемые в процессе очистки. Например, вам необходимо правильно хранить и утилизировать воду для полоскания.
Химические вещества также могут нанести серьезный вред вашим сотрудникам, если с ними не обращаться должным образом.
Похожие записи
-

 Джойстик для сони плейстейшен 2: Джойстик для playstation 2 в категории «Техника и электроника»
Джойстик для сони плейстейшен 2: Джойстик для playstation 2 в категории «Техника и электроника» - Cmd2T: Command rate 1t или 2t что лучше?
- Зарядное устройство imax b6: Зарядное устройство IMAX B6 (оригинал)
- Кроссовки lico мужские отзывы: Одежда и обувь бренда Lico купить в Москве с доставкой по России