Резцедержки: Токарные резцедержатели: виды, материалы изготовления, конструкция
Содержание
Токарные резцедержатели: виды, материалы изготовления, конструкция
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению:
— с осью вращения
— со сменными блоками
Деление резцедержателей с осью вращения:
— с горизонтальной осью вращения (параллельно оси шпинделя)
-с вертикальной осью вращения (перпендикулярно оси шпинделя)
по источнику смены позиций:
— механические (вручную) — электромеханические
— гидравлические
— серво
По креплению инструмента
— клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм
— VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки.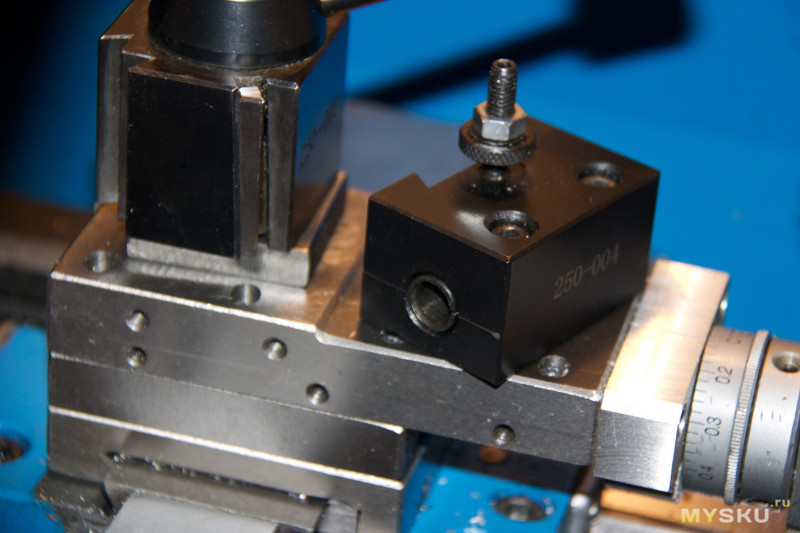 Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность.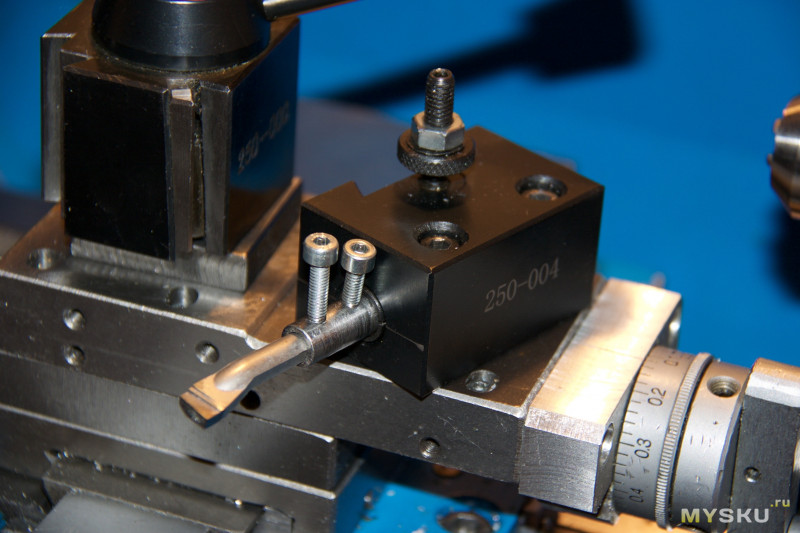 Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические револьверные головки
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
31401408153 Резцедержки УГ 9321 (универсальная головка для станка с ЧПУ)
×
Бесплатный период истек
Избранное, цветные метки и изменения в избранных закупках
доступны на тарифах Стандарт и Эксперт.
Выбрать тариф
Закрыть
×
Требуется оплата
Подробные результаты доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
×
Произошла ошибка, последние действия не сохранились
Попробуйте снова или обновите страницу
- Начальная цена контракта
-
120 000,00 ₽
Контактные данные
Порядок размещения
Указано московское время
223-ФЗ, Запрос цен
Перейти на ЭТП «Фабрикант»
- Окончание подачи заявок
-
13. 08.2014 02:00
08.2014 02:00
 08.2014 02:00
08.2014 02:00
- Рассмотрение заявок
-
04.09.2014 02:00
- Подведение итогов
-
08.09.2014 02:00
Документы
Заказчик
Публичное акционерное общество «Амурский Судостроительный Завод»
ИНН 2703000015
КПП 270301001
Анализ заказчика
Все закупки заказчика
- Место поставки
-
Место поставки Товара: г. Комсомольск-на-Амуре, Аллея Труда,1
Сроки поставки Товара: Август-сентябрь 2014 г.
 Комсомольск-на-Амуре, Аллея Труда,1
Комсомольск-на-Амуре, Аллея Труда,1
Объекты закупки
Участники и результаты
24.09.2014
Закупка иного способа размещения признана несостоявшейся:
Отсутствие участников допущенных к процедуре оценки и сопоставления
Более подробная информация доступна, если войти или зарегистрироваться
| Участник |
Цена, ₽ | Рассмотрение заявок |
|---|---|---|
|
|
░░░ ░░░░░░ |
░░░░░ |
Протоколы
рассмотрения заявок на участие в процедуре закупки от 24. 09.2014
09.2014
-
Протокол № 1247
(.pdf)
оценки и сопоставления заявок участников в процедуре закупки от 24.09.2014
-
Протокол № 1248
(.pdf)
Похожие закупки
-
Поставка канцелярских товаров -
Выполнение работ по капитальному ремонту стационара МУЗ «Бабынинская ЦРБ» (ре… -
Капитальный ремонт индивидуального теплового пункта в здании Общежития № 2 Са…
×
Бесплатный период истек
Напоминания доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
Держатели инструментов для фрезерования, сверления, нарезания резьбы и растачивания
Конверт
Посмотреть полный каталог
Сертифицированные держатели инструмента
Techniks обеспечивают превосходную производительность в широком диапазоне операций обработки, включая фрезерование, сверление, нарезание резьбы и растачивание. Все держатели инструментов, сертифицированные Techniks, являются проверенными, протестированными и сертифицированными в лаборатории продуктами, которые обеспечивают исключительную ценность и продлевают срок службы скоропортящихся режущих инструментов, чтобы сэкономить ваши деньги.
Все держатели инструментов, сертифицированные Techniks, являются проверенными, протестированными и сертифицированными в лаборатории продуктами, которые обеспечивают исключительную ценность и продлевают срок службы скоропортящихся режущих инструментов, чтобы сэкономить ваши деньги.
Цанговые патроны
Наши сертифицированные цанговые патроны Techniks сбалансированы до 25 000 об/мин при G2,5, макс. T.I.R., включите гайку PowerCOAT для увеличения удерживающей силы.
Обзор
Цанги и гайки
Самый широкий выбор цанг ER, TG и DA, включая стандартные, со стальным уплотнением, охлаждающие, с жестким и плавающим метчиком, а также DNA (Dead Nuts Accurate).
Обзор
Держатели концевых фрез
Держатели концевых фрез
Techniks имеют допуск отверстия H5, который является лучшим в отрасли для уменьшения биения и повышения производительности резания и увеличения срока службы инструмента.
Обзор
Держатели ShrinkFIT
Держатели
Techniks ShrinkFIT изготовлены из стали h23 для долговечной и надежной работы. Доступен с портами подачи охлаждающей жидкости CoolBLAST и подачей охлаждающей жидкости DIN-B.
Обзор
Гидравлические держатели
Гидравлические патроны
Techniks обладают самым высоким давлением зажима среди всех гидравлических патронов. Обеспечивает воспроизводимую точность <0,0001 дюйма при плавной резке.
Обзор
Фрезерные патроны и держатели других типов
Исключительное давление зажима и точность. Используйте переходные втулки для любого размера хвостовика для максимальной гибкости.
Обзор
Оправки торцевой фрезы
Особенности торцевых фрез
Techniks Допуск H6 является лучшим в отрасли и обеспечивает наиболее точную посадку фрезы для торцевой фрезы для превосходной производительности резания.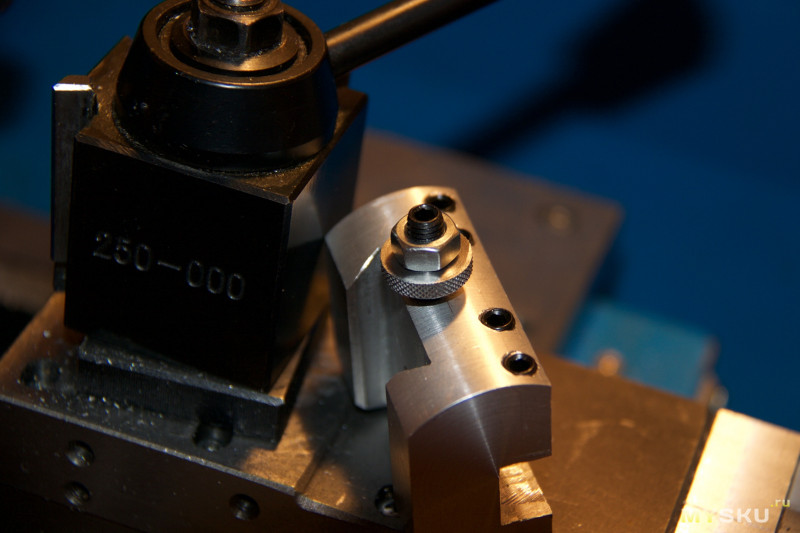
Обзор
Держатели PSC
Широкий выбор инструментов, совместимых с Capto*, включая цанговые патроны, держатели концевых фрез, термоусадочные держатели, оправки торцевых фрез и держатели вставок.
Обзор
Резьбовые инструменты
Синхронная система нарезки резьбы MicroFLOAT, варианты натяжения/сжатия и жесткого нарезания резьбы для любого применения.
Обзор
Державки BMT65
Наши держатели инструментов BMT65 соответствуют спецификациям OEM-производителей популярных машин, что обеспечивает беспрепятственную интеграцию в ваше производство.
Обзор
Расточные инструменты
Жесткая и простая в использовании модульная расточная установка от 0,314 до 40,157 дюйма. Варианты головок для черновой и чистовой обработки и модульные расточные комплекты BohrSTAR.
Обзор
Фиксирующие ручки
Большой выбор для любого станка, изготовлены из легированной стали авиационного качества AMS6274, все сопрягаемые поверхности прецизионно отшлифованы.
Обзор
Оборудование для настройки
Все, что вам нужно, включая подставки для затяжки, динамометрические ключи, гнезда для удерживающих ручек и предустановленные калибры.
Обзор
Запасы
Ознакомьтесь с нашими специальными предложениями, чтобы сэкономить на труднодоступных инструментах. Цанговые патроны, держатели фрез, гидравлические, термоусадочные и многое другое.
Обзор
Свяжитесь с нами сегодня!
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Имя *
Первый
Последний
Эл.
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. Настройки файлов cookieПРИНЯТЬ
Державки и зажимы для инструментов
- Продукция
- Держатели для инструментов
Во время обработки для каждой отрасли и области применения предъявляются особые требования к креплению инструмента. Диапазон варьируется от высокоскоростной резки до тяжелой черновой обработки.
С держателями инструментов HAIMER компания HAIMER предлагает правильное решение и технологию зажима инструмента для всех специфических требований. Поэтому каждый год мы инвестируем примерно 10 процентов нашего оборота в исследования и разработки.
Наш основной интерес состоит в том, чтобы предложить нашим клиентам устойчивые решения, которые обеспечивают конкурентное преимущество. Таким образом, вы всегда сможете сохранить свое конкурентное преимущество в области механической обработки.
Крутой конус DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
Традиционный интерфейс для фрезерных шпинделей DIN ISO 7388-1 (ранее 69871) отличается чрезвычайно прочной конструкцией. Область его применения варьируется от чистовой обработки до черновой обработки в тяжелых условиях. Резцедержатель втягивается в фрезерный шпиндель с помощью дополнительной натяжной шпильки. Центрирование осуществляется через конусный контакт. Поэтому DIN ISO 7388-1 (ранее 69871) в первую очередь подходит для приложений со скоростью вращения шпинделя до 12 000 об/мин.
Крутой конус ASME B5.50 CAT40/CAT50
Традиционный интерфейс для фрезерных шпинделей ASME B5.50 отличается чрезвычайно прочной конструкцией. Область его применения варьируется от чистовой обработки до черновой обработки в тяжелых условиях. Резцедержатель втягивается в фрезерный шпиндель с помощью дополнительной натяжной шпильки. Центрирование осуществляется через конусный контакт. Таким образом, интерфейс с крутым конусом ASME B5.50 в первую очередь подходит для приложений со скоростью вращения шпинделя до 25 000 об/мин.
Крутой конус JIS (MAS 403) BT30/BT40/BT50
Интерфейс шпинделя JIS B 6339-2 как традиционный интерфейс для фрезерных шпинделей отличается прочной конструкцией. Область его применения варьируется от чистовой обработки до черновой обработки в тяжелых условиях. Резцедержатель втягивается в фрезерный шпиндель с помощью дополнительной натяжной шпильки. Центрирование осуществляется через конусный контакт. Поэтому интерфейс JIS B 6339-2 в первую очередь подходит для приложений со скоростью вращения шпинделя до 12 000 об/мин.
Полый конический хвостовик DIN 69893 HSK-A, HSK-E, HSK-F
Интерфейс DIN 69893 стал новым стандартом для обрабатывающих центров. Держатель зажимается своим конусом с контактной поверхностью фланца. Таким образом обеспечивается высокоточное центрирование и фиксированное осевое положение держателя в шпинделе с высокой повторяемостью при смене инструментов. В конструкции интерфейса DIN 69893-1 HSK-A дополнительная передача крутящего момента происходит на конический хвостовик с помощью приводных шпонок. DIN 69893 HSK-A/HSK-E/HSK-F в основном используется для высокоскоростной обработки.
ISO 26623 HAIMER PSC 63
Интерфейс шпинделя ISO 26623 представляет собой инновационную инструментальную систему с максимальной точностью и особенно широко распространенную на многоцелевых станках (токарно-фрезерных центрах).
Похожие записи
-

 Актуальные купоны aliexpress: Активные промокоды Алиэкспресс | Декабрь 2022
Актуальные купоны aliexpress: Активные промокоды Алиэкспресс | Декабрь 2022 - Walle робот: Робот WALL-E от Disney-Pixar на дистанционном управлении, купить Роботы-игрушки на пульте управления в СПб недорого, цены, отзывы, обзоры, инструкции
- Fully black: Full Black — Полимербыт, купить в интернет-магазине POLIMERBYT-SHOP.RU c доставкой по России
- Голова свинки пеппы: Картинка голова свинки пеппы ❤ для срисовки