Катушка для филамента stl: 3d модель Катушка для филамента разборная для 3d принтера
Содержание
подставка для филамента (пластика), stl модель
Иногда стандартные варианты держателей для катушек с филаментом не могут удовлетворить потребности пользователя. Причины могут быть разными – нестандартный разъем катушки, сравнительно высокий вес, невозможность вписать имеющийся держатель в пространство возле 3D-принтера и др. Во всех этих случаях можно выйти из положения создав собственный держатель для катушки с пластиком для 3D-принтер а в соответствии с теми параметрами, которые важны в конкретном случае.
Держатель катушки для 3D-принтера
Представляет собой устройство, отвечающее за удерживание бобины с филаментом во время печати и бесперебойную подачу материала в экструдер принтера.
Держатель должен соответствовать следующим требованиям:
- Быть устойчивым и надежно крепиться к рабочей поверхности. Стабильность крепления необходима для предотвращения перемещения кронштейна во время работы.
- Сборка должна быть качественной, а используемые материалы – прочными.

- Конструктивные особенности держателя не должны препятствовать подаче филамента к рабочим инструментам принтера. Материал должен плавно скользить при размотке. Рывки и помехи во время печати могут привести к обмотке катушки и застреванию филамента.
- Катушка с пластиком не должна соскакивать с держателя во время печати.

Держатель для катушки может быть изготовлен из различных материалов, но чаще всего на практике используются изделия из металла, пластика и древесины.
Выбор материала зависит от того, в каких условиях будет эксплуатироваться изделие в дальнейшем.
Какие бывают модели подставок под филамент?
Чаще всего используются держатели для катушек трех видов:
- горизонтальные;
- вертикальные;
- адаптивные.
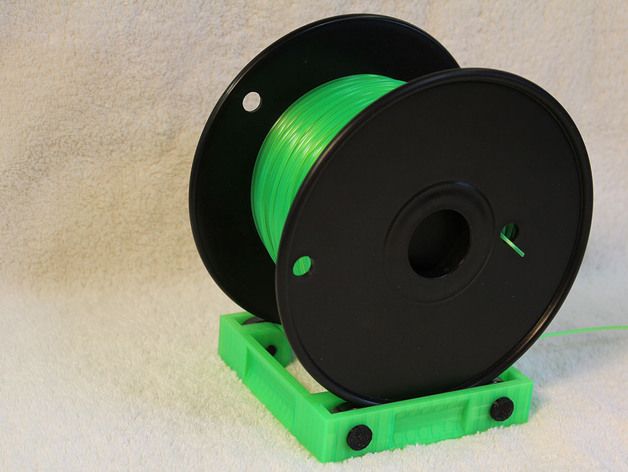
Горизонтальные держатели для катушек с пластиком используются в тех случаях, когда вес катушек значительно превышает стандартный, а конструктивные особенности используемого 3D-принтера не позволяют разместить бобину внутри камеры устройства. Горизонтальные держатели обеспечивают высокие показатели фиксации бобины и способны обеспечить плавную подачу материала в экструдер. Нередко из-за того, что материал находится вне камеры принтера, горизонтальные держатели используются совместно с фильтрами, устанавливающимися для обеспечения очистки подаваемой в экструдер нити пластика от твердых частиц и пыли, которые могут существенно снизить качество печати при попадании в печатающую головку.
Горизонтальные держатели обеспечивают высокие показатели фиксации бобины и способны обеспечить плавную подачу материала в экструдер. Нередко из-за того, что материал находится вне камеры принтера, горизонтальные держатели используются совместно с фильтрами, устанавливающимися для обеспечения очистки подаваемой в экструдер нити пластика от твердых частиц и пыли, которые могут существенно снизить качество печати при попадании в печатающую головку.
Вертикальные держатели для катушек с пластиком занимают меньшую площадь и могут быть размещены на небольших свободных участках, в том числе и в камере 3D-принтеров. Особенности конструкции делают возможным использование таких держателей для катушек стандартного веса. Для бобин с намоткой от 2,5 кг вертикальные держатели не подойдут из-за снижения эффективности подачи материала во время печати.
Адаптивные держатели для филамента – самые популярные на сегодня модели. Они спроектированы таким образом, что любая катушка с пластиком, закрепленная должным образом, будет зафиксирована так, что размотка будет осуществляться плавно, а угол будет меняться в зависимости от объема истраченного материала.
3D-модель катушки для пластика
При разработке 3D-модели для самостоятельной печати держателя для филамента следует учесть следующие данные:
- Максимальный вес катушек с пластиком, которые будут использоваться при печати.
- Диаметр входного отверстия катушек.
- Расчетный предел прочности материала для печати на разрыв в зависимости от качества печати.
- Место, где держатель с катушкой будет размещен.
Исходя из вводных данных, следует рассчитать следующие параметры:
- Толщину стенки детали.
- Толщину ее пола и потолка.
- Подобрать рисунок заполнения (чаще всего используется сетка).
- Плотность заполнения изделия при печати (в среднем – 30 %).
- Необходимость печати поддержки (при наличии выступающих деталей).
- Скорость печати внешнего периметра изделия.
- Расстояние поддержки по оси Z.
- Скорость печати внешнего заполнения (от 95 мм/м).
Также при разработке модели следует учесть диаметр используемого сопла, желаемую высоты слоя и температуру печати.
ВАЖНО! В готовой 3D-модели следует переименовать все файлы исходя из количества копий детали, которые необходимо напечатать.
Самостоятельное изготовление и покупной держатель: плюсы и минусы
И самостоятельно изготовленные держатели для пластика, и их готовые аналоги, предлагаемые производителями, имеют свои достоинства и недостатки.
Например, покупные держатели катушек для 3D-принтеров производятся в соответствии с заданными характеристиками для материалов конкретного производителя. Универсальные катушки, произведенные на заводах, могут не подойти в том случае, если при печати используются филаменты разного производства. Диаметр держателя может быть слишком маленьким или избыточно большим, что помешает надежной фиксации катушки на держателе и может привести к проблемам при печати.
Держатели собственного производства можно спроектировать таким образом, что каждая модель будет подходить под запросы конкретного пользователя.
К достоинствам самодельных держателей можно отнести:
- Возможность подобрать параметры устройства, позволяющие разместить его в конкретном месте.
- Возможность сконструировать держатель таким образом, чтобы на нем можно было зафиксировать катушки с пластиком различных производителей.
- Можно точно настроить соосность подачи материала.
К недостаткам относят:
- Необходимость временных затрат для разработки 3D-модели.
- Потребность в точных расчетах для проектировки устройства.
Таким образом, при возникновении проблем с имеющимся держателем для катушек с филаментом, каждый обладатель 3D-принтера может самостоятельно изготовить его замену с учетом всех необходимых параметров и особенностями стоящих перед пользователем задач. Для этого потребуется только спроектировать соответствующую 3D-модель и дождаться окончания печати.
- 21 марта 2021
- 3673
Получите консультацию специалиста
5 частых проблем в мастерской 3D печати
Большое разнообразие материалов для печати.
Работа с большим количеством материалов для печати подразумевает наличие у вас в мастерской как минимум нескольких катушек каждого материала. Это могут быть катушки одного или нескольких производителей, катушки из одной или из разных партий выпуска. К сожалению, на данный момент фактически не существует стандартов на выпуск филамента для 3D-печати, кроме, разве что, стандарта диаметра прутка. Температурные же характеристики могут немного разниться у одного типа пластика от разных производителей. В первую очередь это связано с тем, что каждый производитель материалов для 3D печати использует разное сырьё от своих поставщиков. Так же разные производители материалов могут использовать разные типы красителей для филамента, а красители могут довольно сильно влиять на физико-химические свойства материалов. Но даже если вы сотрудничаете только с одним производителем пластика для 3D-печати, нет гарантии того, что настройки печати всегда будут одинаковыми, так как с течением времени у производителя могут меняться сырье, красители и параметры производства. Поэтому, открывая новую катушку, желательно произвести хотя бы 2 теста материала: на количество необходимого потока пластика (flow) и на оптимальную температуру печати (температурная башня).
Поэтому, открывая новую катушку, желательно произвести хотя бы 2 теста материала: на количество необходимого потока пластика (flow) и на оптимальную температуру печати (температурная башня).
Отличие в настройках между разными пластиками может быть существенным, что иногда приводит к дефектам в печати или даже к порче печатающей головы. Ситуация осложняется, если у вас не один принтер, а, например, десять, и вам нужно срочно поставить заказ из новой катушки, а времени на тесты нет. В таком случае придется довериться своем опыту: попытаться задать оптимальные параметры и быть готовым исправить настройки во время печати.
Вывод: не пренебрегайте тестами новой катушки, это поможет сохранить вам время и нервы, и вы сможете использовать весь материал для 3D-печати хорошего качества. Пользуйтесь материалами надёжных производителей. Проверяйте новую катушку сами, опытным путем, потому что отзывы в интернете не всегда могут дать вам полную и правдивую картину.
Износ хотэнда.
При работе с большим парком постоянно работающих 3D принтеров, проблема износа сопел приходит всегда неожиданно. Сейчас на рынке сырья для 3D-печати существуют структурно жёсткие композитные и металлонаполненные материалы, которые способны увеличить, за непродолжительное время их использования, диаметр сопла с 0.4мм до 0.6мм.
Если своевременно не заметить этого, будет сложно добиться хорошего качества печатаемой модели. Отклонение от нужного диаметра, это хоть и неприятно, но ещё не самое страшное. Практика показывает, что незначительное смещение от нужного диаметра сопла, не сильно сказывается на печати больших моделей с простой геометрией, не требующих высокой точности проработки элементов. Гораздо хуже, когда сопло стачивается неравномерно, из-за этого поступающий материал ложится на слой неровно. Печатаемая поверхность может идти волнами или иметь другие видимые глазу дефекты. Заметить, что сопло неисправно довольно просто: при загрузке пластика в экструдер видно, как вытекающий материал изгибается и закручивается на выходе из сопла.
Вывод: постоянно следите за состоянием вашего хотэнда. Перед печатью производите продавливание пластика через экструдер, наблюдайте за потоком выходящего материала из сопла. Если материал вытекает неравномерно, то с уверенностью можно сказать, что имеется проблема с экструдером, которую лучше решить на старте 3D-печати. Сопла для 3D-принтера являются расходным материалом, запаситесь сменным, если вам предстоит много печатать.
Использование сопел с разным диаметром на 3D-принтерах.
Как правило, разные заказы могут печататься соплами с разным диаметром выходного отверстия. Например, модели с мелкой детализацией лучше всего печатать соплами с диаметром 0.2мм, а для грубых технических деталей со 100%-ным заполнением пластиком, гораздо выгоднее использовать сопла диаметров 0.6-1мм. Если у вас один принтер, то смена одного сопла на другое не составляет большого труда: нагрел хотэнд, извлек материал, выкрутил сопло, вкрутил новое. Так как большинство сопел имеют немного разную высоту (особенно если сопла разнятся по типу: e3d или mk8), после замены с одного на другое, как правило, необходимо заново калибровать стол 3D-принтера.
Так как большинство сопел имеют немного разную высоту (особенно если сопла разнятся по типу: e3d или mk8), после замены с одного на другое, как правило, необходимо заново калибровать стол 3D-принтера.
Если вы используете целый парк 3d принтеров, то сопла под разные заказы вам придется менять часто, а значит нужно постараться оптимизировать эту задачу.
Вывод: подписывайте на ваших принтерах диаметр сопла, который сейчас установлен. Выделите принтеры под «грубую» и «тонкую» печать, где будут стоять сопла большого и маленького диаметра соответственно. Используйте специальные инструменты: сопло гораздо проще снимать накидной головкой. Систематизируйте хранение ваших рабочих сопел, используйте кассы.
Износ столов на 3D-принтерах.
Данный вид проблемы является совокупностью двух моментов: неверная калибровка печатающей головки относительно стола 3D-принтера, и чрезмерная адгезия материала к столу.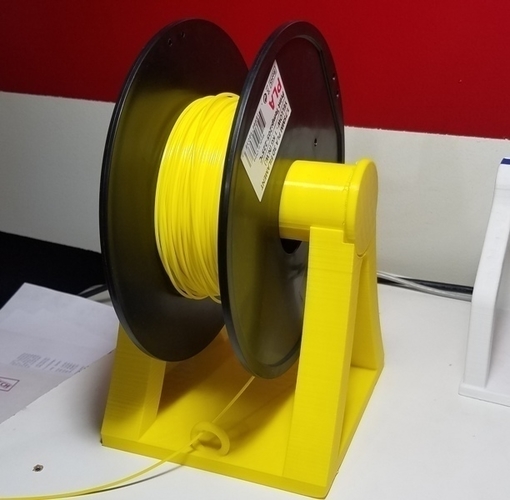 В первом случае — когда ваш 3D-принтер плохо откалиброван и печать начинается «в стол», происходит износ стеклянных поверхностей или плёночных покрытий, так же из-за этого может пострадать хотэнд принтера, так как сопло цепляется за поверхность стола. При этом стол может повредиться настолько, что на первых слоях моделей будут образовываться дефекты — на готовой детали отпечаются сколы и вмятины стола. Если нужна гладкая ровная поверхность на модели это испортит всю проделанную работу.
В первом случае — когда ваш 3D-принтер плохо откалиброван и печать начинается «в стол», происходит износ стеклянных поверхностей или плёночных покрытий, так же из-за этого может пострадать хотэнд принтера, так как сопло цепляется за поверхность стола. При этом стол может повредиться настолько, что на первых слоях моделей будут образовываться дефекты — на готовой детали отпечаются сколы и вмятины стола. Если нужна гладкая ровная поверхность на модели это испортит всю проделанную работу.
Второй причиной износа столов является повышенная адгезия деталей к столу. Если, например, печатать материал с высокой адгезией(PetG, TPU, PLA и т.д.) с использованием клея для 3D-печати на столе с подогревом, то готовая деталь, даже после полного остывания, вполне может забрать кусок наклейки или даже стекла, в зависимости от типа поверхности для печати.
Вывод: точная калибровка стола и настройка печати первого слоя модели — это половина успеха всей печати и залог долгой службы рабочей поверхности 3D принтера. Всегда учитывайте особенности печатаемого материала, подбирайте правильные настройки для первого слоя печати.
Всегда учитывайте особенности печатаемого материала, подбирайте правильные настройки для первого слоя печати.
Перехлёст и «скачущий» диаметр нити.
Проблемы, которые не зависят от настроек и механики вашего 3D-принтера: перехлёст и «скачущий» диаметр прутка. В случае с перехлёстом, дело, как правило, в браке намотки филамента на производстве. Перехлест материала может приводить к образованию узлов в случайном месте катушки, из-за этого во время печати пластик перестает разматываться с катушки и застревает. Если на вашем принтере нет датчика движения филамента, это скорее всего загубит всю печать.
Скачущий диаметр прутка приводит к неравномерной подаче материала из сопла, из-за чего происходит недоэкструзия либо переэкструзия (недостаточная или излишняя подача материала). Это отражается на качестве печати внешних периметров, наружные стенки будут печататься неровно, с пропусками или наплывами (соответственно). Когда дело касается многодневной или ответственной высококачественной печати, перехлёст и скачущий диаметр прутка могут сыграть злую шутку.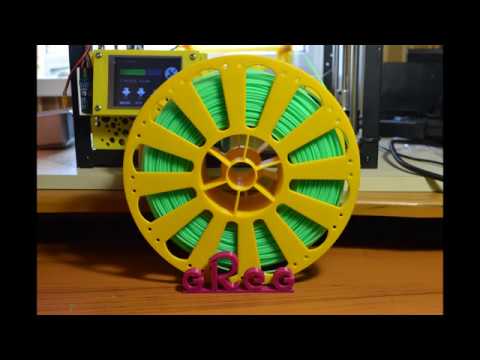
Вывод: закупайте материалы у проверенных вами продавцов, и не стесняйтесь говорить вашему поставщику о существующих проблемах его товара. У всех бывают производственные браки, от этого никто не застрахован. Большинство ответственных производителей материалов всегда готовы пойти вам на встречу и исправить свои ошибки.
Filament Spool лучшие файлы для 3D-печати・Cults
Держатель катушки с нитью Wire-Shelving!
Бесплатно
Precision 608zz Настраиваемый держатель катушки переменного размера!
Бесплатно
Модифицированный держатель катушки 608zz
Бесплатно
Прокладка для бобины v2 с буртиком
Бесплатно
Втулка накаливания
Бесплатно
Маленькая катушка для остатков нити или образцов
Бесплатно
Катушка накаливания — ползунок ширины
Бесплатно
Подставка для катушек Alfawise U20
Бесплатно
Сушилка для нити внутри катушки
Бесплатно
Подставка для катушек с 3 колесами
Бесплатно
Адаптер катушки Filaments.
 ca
ca
Бесплатно
Еще один винтовой держатель катушки (без подшипников!)
Бесплатно
Проставка для катушки 25 г
Бесплатно
Оставшаяся катушка с нитью
Бесплатно
Ultimate Spool Tool Organizer
Бесплатно
Колесо из серого PLA-волокна Easy Go
Бесплатно
Еще один ролик для намотки нити
Бесплатно
Катушка с индикатором для filaments.ca Master Spool
Бесплатно
Держатель нити
Бесплатно
Маленькая катушка для нити диаметром 1,75 мм
Бесплатно
Адаптер подшипника катушки жесткого диска
Бесплатно
Держатель катушки Makerfarm Prusa i3V
Бесплатно
Настраиваемый держатель катушки
Бесплатно
Простой держатель для катушек с отверстием 53,5 мм
Бесплатно
Держатель рулона нити 5 кг для CR-10 или Ender 3
Бесплатно
CR-10/CR-10mini Удлинитель катушки
Бесплатно
Soporte Portabobinas en «U» para Perfil de Aluminio fijo y Orientable
Бесплатно
Компактная складная шпуля / гибкая компактная бобина
Бесплатно
Верхний держатель катушки двигателя Anycubic Kossel HDD
Бесплатно
Контейнер ИКЕА САМЛА Держатель катушки / Хранение
Бесплатно
Зажим для нити
Бесплатно
Мини-катушка с нитью
Бесплатно
Разделитель катушки
Бесплатно
Маленькая катушка
Бесплатно
1 шт.

Похожие записи
-

 Аккумуляторы c: Your access to this site has been limited
Аккумуляторы c: Your access to this site has been limited - Как установить видеорегистратор зеркало с камерой заднего вида: Как установить зеркало регистратор с камерой заднего вида
- Beike: Штативы Beike | Купить в «812photo.ru» СПБ МСК
- Приставка dvb t2 android: Купить Android смарт ТВ приставку с тюнером DVB-T2/DVB-S2, Андроид TV Box с двб в Москве или с доставкой по всей России