Flex пластик для 3d: FLEX (TPU) пластик для 3D принтера. Особенности, применение, настройки печати
Содержание
FLEX/TPU пластик для 3D принтера
Главная / Каталог / Пластик FLEX (TPU) 45
Термопластичный полиуретан — самый гибкий и эластичный филамент для 3д моделирования. Аббревиатура химического названия — пластик tpu или tpe, так как материал относится к термопластичным эластомерам. Другое его название — flex или флекс филамент. У нас вы можете купить пластик тпу для 3d принтера в черном и белом цвете в катушках с диаметром нитей 1,75 и 2,85 мм.
Диаметр:
Выбрать Диаметр1,752.85
Вес нетто:
Выбрать Вес нетто500
Белый (RAL 9003)
Черный
Использование и свойства
Филамент по составу напоминает pla-plastik. Изготавливается данный пластик тоже из кукурузы. Это биоразлагаемый материал, не представляющий опасности для человека и окружающей среды. По своим характеристикам flex для 3д печати близок к силикону.
- Благодаря износостойкости и гибкости подходит моделирования самых разнообразных изделий:
- чехлов для гаджетов;
- масок и игрушек;
- уплотнителей для окон и дверей;
- медицинских протезов;
- комплектующих к сантехнике — гофр, манжетов и прокладок;
- деталей машин;
- спортивных товаров и обуви.


Если вы собираетесь печатать на 3д принтере гибкие, но крепкие детали, купить пластик будет верным решением. Изделия из флекс филамента получаются прочными на разрыв и стойкими к механическому воздействию.
- Отличительные особенности тпу среди других термопластов:
- эластичность;
- износостойкость;
- экологичность;
- устойчивость к щелочам, маслам и кислотам;
- легкость постобработки.
Готовое изделие из флекса можно склеивать, красить и разрезать. Для хранения нитей необходимо использовать сухое место, так как flex впитывает влагу.
Технические характеристики
| Температура размягчения по Вика | 95 °C |
| Температура эксплуатации | от -40°C до +80°C |
| Модуль упругости | 15.3 МПа |
| Относительное удлинение при разрыве | 550 % |
| Предел прочности | 50 МПа |
| Плотность | 1,21 г/см3 |
| Показатель текучести расплава | 3-6 г/10мин |
Настройки 3D принтера для печати
| Температура печати | 200-230 °C |
| Температура платформы | 0-60 °C |
| Сопло | 0,2мм, 0,3мм, 0,4мм |
| Корпус принтера | Любой |
| Скорость печати | 40-80 мм/с |
| Обдув | Рекомендуется |
| Скорость отката | 20 мм/с |
| Дистанция отката | 1 мм |
| Температура камеры | 45 °C |
Сушка материала
| Температура сушки | 80 °C |
| Время сушки | 1-2 часа |
| Материал поддержки | PVA+ |
Для совершения покупки в нашем интернет-магазине, оформите заказ, добавив товар в корзину.
Также вы можете написать в чат на сайте, где наши специалисты ответят на все ваши вопросы и помогут с выбором.
Пластиковые нити
Прозрачный филамент
Филамент для 3D ручки
Стержни для 3D ручки
Филамент для 3D принтера
Низкотемпературный пластик для 3D ручки
Филамент нить
Пластик для ручки Myriwell
Высокотемпературный пластик
Пластик биоразлагаемый
Теплопроводный пластик
Крепкий пластик
3D печать FLEX пластиком в Sprint 3D
FLEX (Flexible PolyEster) – это пластик, используемый для 3D печати изделий сложной конфигурации, в которых содержатся гибкие элементы. Материал резиноподобный, благодаря чему можно легко напечатать гибкую деталь или отдельную составляющую для готового изделия. Появление гибких элементов в трехмерной печати – новый шаг в ее развитии, открывающий еще больше возможностей. 3D печать FLEX пластиком в Sprint 3D — это высокое качество при быстром исполнении заказа.
FLEX пластик для 3Д принтера позволяет создавать резиновые детали для машин и оборудования, мягкие игрушки, пластичную обувь и многое другое.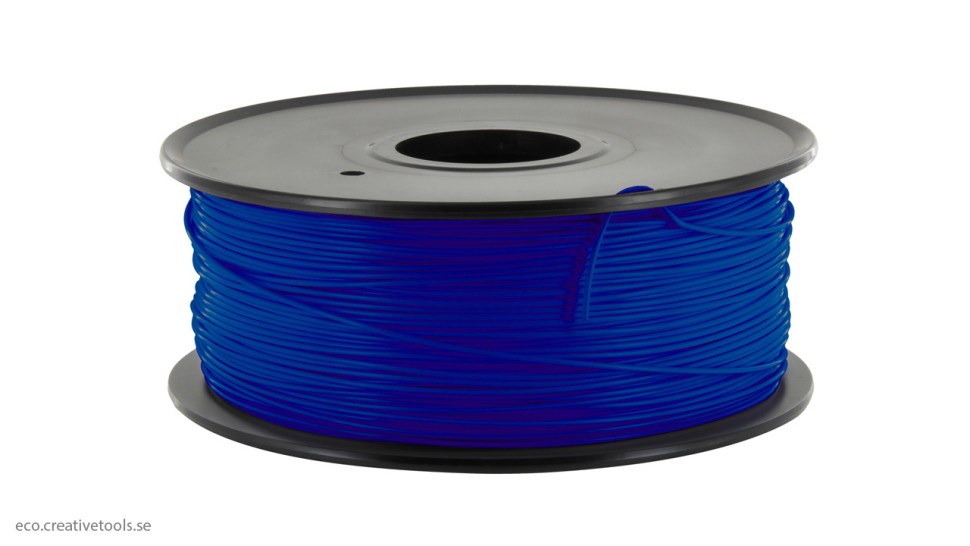 Высокая эластичность, устойчивость к разрывам, стойкость к влаге и другим негативным факторам – все это делает FLEX просто незаменимым в современной 3D печати.
Высокая эластичность, устойчивость к разрывам, стойкость к влаге и другим негативным факторам – все это делает FLEX просто незаменимым в современной 3D печати.
Технические характеристики материала
Среди главных особенностей выделим следующие:
- Высокая температура плавления. Стол разогревается от 80 до 110 градусов, а сопло – от 220 до 240 градусов по Цельсию.
- Стойкость к механическому воздействию и даже довольно агрессивным растворителям.
- Отсутствие реакции с любыми из эфирных масел.
- Большой выбор цветов материала.
- Относительно сложная механическая обработка.
3D печать FLEX пластиком позволяет создавать сложные трехмерные модели, отдельные элементы которых соединяются при помощи паяльного фена либо синтетических каучуков. Сложная FLEX печать позволяет производить протезы, военных моделей и прочих элементов, где требуется максимальная износоустойчивость.
По своей природе FLEX пластик для 3Д принтера довольно похож на PLA пластик, также являясь продуктом природного происхождения. Основной производственный материал – кукуруза. Это не только обеспечивает безопасность и экологичность, но и гарантирует полную биоразлагаемость. В отличие от ряда других пластиков, использование FLEX более рационально и безопасно.
3D печать FLEX пластиком В SPRINT 3D
3D-печать на собственных промышленных 3D-принтерах
Самая большая рабочая область — 500х500х800 мм
Работа с пластиковыми прутками высокого качества
Цвет материала на выбор
Доставка по всей России и странам СНГ
Если изделие не соответствует техническому заданию — возвращаем деньги
3D печать FLEX – основные правила
Гибкие пластики – специфические материалы, требующие четкого понимания, как с ними работать. В работе с
FLEX нитями нужно следовать трем главным правилам:
1.
 Не давить на нить сверху, чтобы она не согнулась внутри экструдера.
Не давить на нить сверху, чтобы она не согнулась внутри экструдера.
2. Печать должна осуществляться на невысоких скоростях – до 40 мм. В противном случае нить может иногда сгибаться и проскальзывать между колесом экструдера и механизмом для прижима.
3. Должно отсутствовать любое пространство между термобарьером и колесом экструдера. При наличии такового нить также может согнуться, вследствие чего заполнит собой пустоты.
Мы в компании SPRINT3D уже не первый год осуществляем FLEX печать с применением гибких материалов и создаем уникальные изделия любой сложности, формы и предназначения. Если вас интересует производство с использованием гибкого пластика FLEX, обращайтесь к нам в любое время.
5 причин, почему 3D печать FLEX лучше аналогов
По своим свойствам
FLEX пластик для 3Д принтера можно сравнить с другими материалами: Elastan, Elastan D и Plastan. Но он действительно имеет ряд ключевых преимуществ:
1.
 Это самый гибкий пластик из всех перечисленных.
Это самый гибкий пластик из всех перечисленных.
2. По своим свойствам максимально напоминает резину, что открывает широкие возможности производства оригинальных изделий.
3. Прочность и термоустойчивость на порядок выше.
4. Эластичность лучше, чем у рассматриваемых материалов.
5. Аккуратный внешний вид конечных изделий в силу свойств материала.
Разумеется, есть и некоторые сложности при работе с данным гибким пластиком. Из-за высокой гибкости его бывает труднее загрузить в принтер, детали иногда подрываются с платформы и т.д. И это в очередной раз подтверждает, что данной работой должны заниматься опытные специалисты. В противном случае есть риск не только зря перевести недешевый материал, но и нанести ущерб самому принтеру, что выльется в дорогостоящий ремонт.
FLEX печать. Процесс
Загрузка материала в 3D принтер почти всегда осуществляется вручную. Автоматическая загрузка практикуется только при условии невысокой скорости подачи нити. Но даже в таких случаях для гарантии результата мы предпочитаем загружать материал вручную. Используются прижимные механизмы нового поколения, что значительно упрощает работу и гарантирует отсутствие брака. Прижимные механизмы старого образца просто не приспособлены для работы с такими мягкими материалами.
Но даже в таких случаях для гарантии результата мы предпочитаем загружать материал вручную. Используются прижимные механизмы нового поколения, что значительно упрощает работу и гарантирует отсутствие брака. Прижимные механизмы старого образца просто не приспособлены для работы с такими мягкими материалами.
Используются настройки близкие к тем, что и для PLA пластиков. Отличия небольшие: температура платформы 80 градусов, увеличение параметра «Кайма» и использование подложки стола, в роли которой может выступать специальный клей или обычный синий скотч. Скорость печати мы выдерживаем в пределах 20-40 мм в секунду, что гарантирует высшую точность печати и отсутствие брака.
Широкая цветовая палитра для оригинального результата
Как и большинство расходных материалов для 3D-печати, FLEX представлен в большом спектре цветов. В том числе присутствует прозрачный вариант с хорошей светопропускной способностью. Такое разнообразие позволяет создавать оригинальные изделия и элементы в нужном цвете, чтобы они были не только функциональными, но и презентабельными – выполненными в уникальном дизайне. Стоимость материала в зависимости от цвета обычно не меняется, так что на стоимости конечного изделия это также не будет отражаться.
Стоимость материала в зависимости от цвета обычно не меняется, так что на стоимости конечного изделия это также не будет отражаться.
Если вы хотите заказать FLEX печать изделий и быть уверенными в качестве, обращайтесь в нашу компанию. Мы используем материалы от проверенных производителей и современное оборудование для 3D производства. Обсудим все детали и приступим к производству незамедлительно.
Вас может заинтересовать
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
- Гибкий и мягкий
- Отличное гашение вибрации
- Длительный срок хранения
- Хорошая ударопрочность
- Трудно печатать
- Плохие шунтирующие характеристики
- Возможность появления капель и нанизывания
- Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Bed
Temperature: 45-60 °C
Heated Bed Optional
Enclosure Not Required
Build Surface
PEI
Painter’s Tape
Extruder
Temperature: 225-245 °C
Direct Drive Extruder Recommended
Cooling
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Использование экструдеров с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Использовать медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Уменьшение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры отвода
Эластичность гибкого филамента делает его чувствительным к быстрым движениям, таким как втягивание. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте ваши передвижения
Втягивание может быть особенно проблематичным для гибких материалов, поэтому обычно лучше свести к минимуму количество втягиваний, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
. Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Pro-Tips
- Оптимизируйте скорость подачи, печатая с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
- Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
- Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
- Гашение вибрации
- Рукоятки
- Чехлы для телефонов
Примеры проектов
- Радиоуправляемая автомобильная шина
- Чехол для телефона
- Велосипедная ручка
Популярные бренды
- NinjaTek Ninjaflex, Armadillo, Cheetah
- Полимер PolyFlex
- eSun TPE
- Гибкий ТПУ Sainsmart
Что такое гибкие нити и какой выбрать?
Адам Кохут14 мая 2020 г.
Применение
Гибкие нити для 3D-печати открывают множество возможностей для дизайнеров и инженеров. Сложные эластичные формы можно легко изготовить собственными силами, а затем использовать различными способами — от прототипирования гибких элементов до создания пользовательских инструментов.
Тем не менее, для начинающих пользователей 3D-принтеров печать с использованием ТПУ и других гибких материалов может показаться сложной, поскольку они не так просты в использовании, как некоторые другие.
Вот дополнительная информация о работе с гибкими нитями и их преимуществах.
Что такое гибкие нити?
Гибкие нити представляют собой материалы, сочетающие свойства жесткого пластика и резины. Эта смесь называется термопластичным эластомером (TPE). Термопластичные эластомеры ведут себя так же, как резина, и могут растягиваться и скручиваться в значительной степени без разрушения.
Существует множество различных гибких нитей, и некоторые из них более эластичны, чем другие. Чаще всего используется термопластичный полиуретан (ТПУ).
Гибкие нити плюсы и минусы
Гибкая нить для 3D-печати предлагает пользователям ряд больших преимуществ, таких как:
Высокая эластичность. Если вам нужна нить, которую можно растягивать, маневрировать и сгибать, это идеальный выбор
Ударопрочность.
Изделия, напечатанные из гибких нитей, обычно не деформируются даже при сильном ударе.Меньше вибрации. Резиноподобный материал гасит вибрации, что может быть полезно в деталях для механического или промышленного применения.
 Изделия, напечатанные из гибких нитей, обычно не деформируются даже при сильном ударе.
Изделия, напечатанные из гибких нитей, обычно не деформируются даже при сильном ударе.Однако есть несколько недостатков, например: Если вы привыкли печатать из PLA, вам придется привыкнуть к различным характеристикам гибких нитей, таких как TPU. Может возникнуть натяжение, что делает его менее подходящим для эстетических отпечатков. Перекрытие свесов также может быть затруднено
Постобработка. ТПУ, как правило, предлагает меньше вариантов постобработки готового отпечатка
Прототип прокладки, напечатанный на 3D-принтере, для проверки прилегания
Роботизированные захваты с внутренними захватами из ТПУ для надежной застежки
Распространенные области применения гибких нитей
Существует несколько способов какие материалы, такие как ТПУ, можно использовать.
Функциональное прототипирование и проверка соответствия. Дизайнеры, создающие продукты или детали с эластичными свойствами, могут тестировать функциональность с реалистичной гибкостью — например, чехол для телефона или уплотнение
Специальные инструменты. Гибкие нити позволяют создавать инструменты с гибкими элементами, такие как ручки или детали захвата
Детали конечного использования. Свойства, подобные резине, идеально подходят для многих используемых или запасных частей. В частности, такие материалы, как ТПУ, могут иметь более мягкие контактные точки, чтобы избежать повреждения оборудования на производственных линиях
Общие отрасли, использующие гибкие нити
отрасли.
В автомобильной промышленности автомобильные панели и колеса часто должны выдерживать удары во время сборки, но любое повреждение может привести к дорогостоящим затратам на лом. Использование гибких материалов снижает риск появления царапин на деталях автомобиля при использовании специальных инструментов, напечатанных на 3D-принтере, которые можно изготовить быстрее и с меньшими затратами.
Инструмент для точного размещения эмблем транспортных средств, со стороной из ТПУ для мягкого контакта
Инструмент, используемый на заводе Volkswagen Autoeuropa
В производстве товаров народного потребления аналогичная потребность возникает на упаковочных линиях. Синие запасные части ниже напечатаны на 3D-принтере из TPU 9.5A от Heineken на их пивоварне в Севилье и помогают направлять упаковки пивных бутылок на конвейерную ленту.
Запасные части, напечатанные на 3D-принтере (напечатаны синим цветом), деликатно направляют продукты
Гибкие нити могут использоваться для тестирования многих прототипов, от велосипедных ручек до компонентов машин, в дизайне продуктов и промышленном дизайне.
Требования к аппаратным средствам
При таком большом количестве доступных нитей TPU и TPE требования к нитям будут различаться. На 3D-принтерах Ultimaker наш TPU 95A поддерживается Ultimaker 2+, Ultimaker 3 и всеми моделями S-line.
При печати с помощью Ultimaker TPU 95A вам потребуются следующие аппаратные требования:
Температура.
Платформа построения должна быть либо ненагретой, либо иметь температуру до 70 °C и температуру сопла от 220 до 235 °C.Охлаждающий вентилятор. Для достижения наилучших результатов вам также понадобится охлаждающий вентилятор детали
Адгезионный метод. В большинстве случаев для успешной печати дополнительная адгезия не требуется, но мы всегда рекомендуем наносить тонкий слой клея или Magigoo Flex на стеклянную рабочую пластину. помочь среде печати, сделав ее более стабильной.
Выбор типа гибких нитей
Существует широкий выбор гибких нитей. Вот краткое описание материалов, которые предлагает Ultimaker, или нитей, которые можно легко печатать на 3D-принтерах Ultimaker благодаря предустановленным профилям печати.
Материал Характеристики Применение Пример Polypropylen запасные части Ultimaker PP Термопластичный полиуретан (ТПУ) Износостойкий, эластичный, как резина, химически стойкий Промышленные покрытия, прототипирование Ultimaker TPU 95A Термопластичный колиэфир (TPC) Очень эластичный, устойчивый и химический устойчивый Термопластичный эластомер (TPE) Прочный, устойчивый к усталости, легкий, устойчивый к холоду, удобный для печати Запасные части, детали конечного использования, производственные вспомогательные средства, спортивные товары Arkema 3DXFLEX™ TPE (в Ultimaker Marketplace) Как печатать гибкими нитями
На рынке так много различных гибких материалов, что важно проверять рекомендуемые производителем настройки.
 Платформа построения должна быть либо ненагретой, либо иметь температуру до 70 °C и температуру сопла от 220 до 235 °C.
Платформа построения должна быть либо ненагретой, либо иметь температуру до 70 °C и температуру сопла от 220 до 235 °C.
Похожие записи
-

 Переносной принтер brother: Мобильные принтеры | Портативные принтеры для печати формата А4 и А5
Переносной принтер brother: Мобильные принтеры | Портативные принтеры для печати формата А4 и А5 - Светильник mr16 что это: Светильник MR16 | Полезные статьи
- Smok novo 2 pod starter kit: SMOK Novo 2 — электронная сигарета, POD система 800 мАч
- Irf транзисторы: Транзисторы IRF — купить IRF в интернет-магазине