Алмаз для правки абразивных кругов: Алмазный карандаш для правки абразивных кругов: виды, маркировки
Содержание
Алмазные карандаши для правки шлифовальных кругов
Ваша корзина пуста
- Главная
- Каталог продукции
- Карандаши алмазные
Алмазные карандаши являются правящими инструментами, позволяющими эффективно ликвидировать образующиеся во время эксплуатации дефекты на абразивных кругах. Благодаря высокому уровню износостойкости они отлично справляются со своими задачами.
Задачи для алмазных карандашей и их особенности
Использование алмазных карандашей целесообразно для решения следующих задач:
- финальная шлифовка поверхностей абразивных кругов;
- придание первоначальных форм абразивным кругам;
- восстановление абразивных свойств поверхностей.
Алмазный карандаш эффективен при ликвидации неровностей, что способствует полному восстановлению свойств рабочих поверхностей обрабатываемых изделий.
Конструкция алмазных карандашей представлена стальными штырями, длина которого может составлять около 50 мм. Нижние части оснащены природными или синтетическими техническими алмазами. В качестве связующего материала используют специальные металлические сплавы, параметр на тепловое расширение которых практически идентичен коэффициенту алмазов. Такое решение исключает деформацию камней вследствие нагревания, а также способствует стойкости и долговечности инструментов.
Нижние части оснащены природными или синтетическими техническими алмазами. В качестве связующего материала используют специальные металлические сплавы, параметр на тепловое расширение которых практически идентичен коэффициенту алмазов. Такое решение исключает деформацию камней вследствие нагревания, а также способствует стойкости и долговечности инструментов.
Классификация алмазных карандашей
Современными производителями алмазные карандаши представлены различными типоразмерами:
- 01 (Ц) — кристаллы расположены по цепочке вдоль оси. С помощью них совершают внутреннее, наружное, кругло и бесцентровое шлифование на фасонных поверхностях;
- 02 (С) — кристаллы располагаются послойно. Привлекают, когда необходимо произвести чистовое шлифование абразивного круга;
- 03 — карандаши со сферическим расположением алмазов;
- 04 (Н) — инструменты, на которых алмазы расположены в произвольном виде, целесообразны для работ по мелкозернистым шлифовальным кругам (круглое или бесцентровое шлифование), по тарельчатым и дисковым кругам (зубошлифование) и однониточным резьбошлифовальным кругам (правка).


Алмазные карандаши различаются не только расположением алмазов, но и размером. От этих параметров напрямую зависит: материалы с какой твердостью они способны обточить.
|
Шифр
|
Тип
|
Исполнение
|
D, мм
|
d, мм
|
L , мм
|
L1 , мм
|
Количество правящих
кристаллов
|
|
800053
|
01
|
А
|
10
|
10
|
45
|
4
| 1 |
|
800054
|
01
|
А
|
10
|
10
|
45
|
8
| 1 |
|
800083
|
02
|
C
|
14
|
10
|
45
|
4
|
3
|
Достоинства и возможности алмазных карандашей
При использовании алмазных карандашей достигается высокоточная правка алмазного шлифовального круга, восстановление фасонного профиля, а также удается создать геометрию поверхностей кругов максимально точно.
Правка круга алмазным карандашом подразумевает обточку, в результате которой происходит разрушение хрупких абразивных материалов.
При установке алмазных карандашей, во избежание разрушения рабочих частей инструмента и исключения вибраций, важно, чтобы угол наклона составлял не менее 10 градусов. Такое решение поспособствует возможности проворачивания приспособления и сокращения износа приспособления.
Преимущества продукта:
- карандаши алмазные специальные с высокопрочными синтетическими алмазными поликристаллами по ресурсу приближаются к карандашам с природными алмазами. Особая форма правящего кристалла (малое поперечное сечение при большой длине) позволяет эффективно использовать карандаши для фасонной правки.
- Однородность структуры кристалла по высоте обеспечивает стабильность процесса правки.
- Продукция не подлежит обязательной сертификации.
- Расположение алмаза: тип 01 — цепочка, 02 — послойное.
Компания «ПОЛТАВСКИЕ АЛМАЗЫ» специализируется на реализации высококачественных алмазных карандашей, отвечающих ГОСТовским нормам и стандартам, приглашает приобрести данную продукцию с доставкой на выгодных условиях.
Алмазный карандаш для правки абразивных кругов
Всем доброго времени суток. Сегодня в обзоре будут два алмазных карандаша для правки абразивных кругов. С виду они практически одинаковы, брал их у одного продавца в магазине «GhPcd Official Store» на aliexpress. Всем кому интересна тема правки абразивных кругов и заточки режущего инструмента — добро пожаловать под кат.
Разумеется все знают, что наждачные круги нуждаются в периодической правке, они «засаливаются» (забиваются частицами обрабатываемого материала), теряют свою геометрическую форму и т.п. поэтому их периодически приходится править. Чаще всего для этой цели используют обычный обломок более твердого абразивного круга, например из зеленого карбида кремния на керамической связке и ему подобные (они по дефолту имеются на всех заточных участках). Но сегодня тереть «камнем о камень» добывая огонь трением «не наш метод» и мы рассмотрим другие — более профессиональные решения. Разумеется лучше всего это делать алмазом ибо это самый твердый (но увы хрупкий) минерал. Природный алмаз разумеется дорог и чаще всего для этой цели используют алмаз синтетический который стоит гораздо дешевле, правда и свойства у него немного хуже природного, но для правки обычных абразивных кругов его вполне достаточно. Наиболее распространенные инструменты из синтетического алмаза для этой цели — алмазная шарошка и алмазный карандаш. В шарошках как правило частицы алмаза очень мелкие — алмазный порошок чаще всего спекают с опилками из латуни (связка). В алмазные карандаши напротив чаще ставят более крупные алмазы (больше по каратам), в России их производство регламентировано ГОСТ 607-80.
Разумеется лучше всего это делать алмазом ибо это самый твердый (но увы хрупкий) минерал. Природный алмаз разумеется дорог и чаще всего для этой цели используют алмаз синтетический который стоит гораздо дешевле, правда и свойства у него немного хуже природного, но для правки обычных абразивных кругов его вполне достаточно. Наиболее распространенные инструменты из синтетического алмаза для этой цели — алмазная шарошка и алмазный карандаш. В шарошках как правило частицы алмаза очень мелкие — алмазный порошок чаще всего спекают с опилками из латуни (связка). В алмазные карандаши напротив чаще ставят более крупные алмазы (больше по каратам), в России их производство регламентировано ГОСТ 607-80.
Для тех, кто хочет ознакомиться с наиболее распространенной информацией по алмазным карандашам ссылки в спойлере (не люблю копирайт, да и «мыло» тоже):
Теперь немного о цене вопроса.
Начну с истории. Дело в том, что во времена СССР алмазные карандаши стоили очень дорого и поэтому на предприятиях их как правило выдавали только: шлифовщикам, заточникам и резьбошлифовщикам. А все остальные категории рабочих довольствовались обломками карбида кремния и (если очень повезет) алмазными шарошками.
А все остальные категории рабочих довольствовались обломками карбида кремния и (если очень повезет) алмазными шарошками.
Сейчас времена изменились и купить алмазный карандаш давно уже не проблема, а скорей «вопрос цены». Как правило что-то более-менее приличное обычно стоит от 1 тыс.руб и выше, но если этим не занимаешься каждый день, мало кто будет тратить на это даже такие небольшие деньги. Алмазные шарошки у меня давно были и покупать себе еще и алмазный карандаш не было даже в мыслях, пока я совершенно случайно не наткнулся на него на али. Цена вопроса шокировала — всего 2 бакса, в принципе тут и думать нечего, если товар годный можно смело брать. Почитал отзывы покупателей (а их немало — у продавца более 1700 заказов), посмотрел на другие товары данного продавца (не люблю «залетных» которые не специализированы на какой-либо конкретной тематике):
Оказалось что это не единственный лот и кроме него есть другие лоты, например те же пресловутые алмазные шарошки. Но заинтересовали меня разумеется только карандаши и из них я выбрал два лота: обычный прямой стержень ссылка на который в шапке поста и стержень с уступом (или буртиком, называйте эту «проточку» кому как нравится). Ну и сделал заказ, решил купить 2 штуки разных на пробу. Пришли карандаши в обычном конверте обмотанные пупыркой, индивидуально упакованы вот в такие герметичные пакетики:
Но заинтересовали меня разумеется только карандаши и из них я выбрал два лота: обычный прямой стержень ссылка на который в шапке поста и стержень с уступом (или буртиком, называйте эту «проточку» кому как нравится). Ну и сделал заказ, решил купить 2 штуки разных на пробу. Пришли карандаши в обычном конверте обмотанные пупыркой, индивидуально упакованы вот в такие герметичные пакетики:
Материал пакетов очень эластичный, мягкий, я бы даже назвал «силиконовый». Вскрываем упаковку и измеряем героев сегодняшнего обзора.
Длина прутков 48мм, посадочный под держатель: на ровном стержне 9,95мм, на стержне с проточкой 9,85мм (второй диаметр 11мм). Посмотрим сверху на сами кристаллы синтетических алмазов:
Поскольку я не ювелир, то и писать сколько они карат не буду, а напишу лишь приблизительный размер того, что видно сверху — 2мм, а уж насколько по весу отличается природный алмаз от синтетического (да и отличается ли он вообще) мне не известно, да и вовсе не интересно.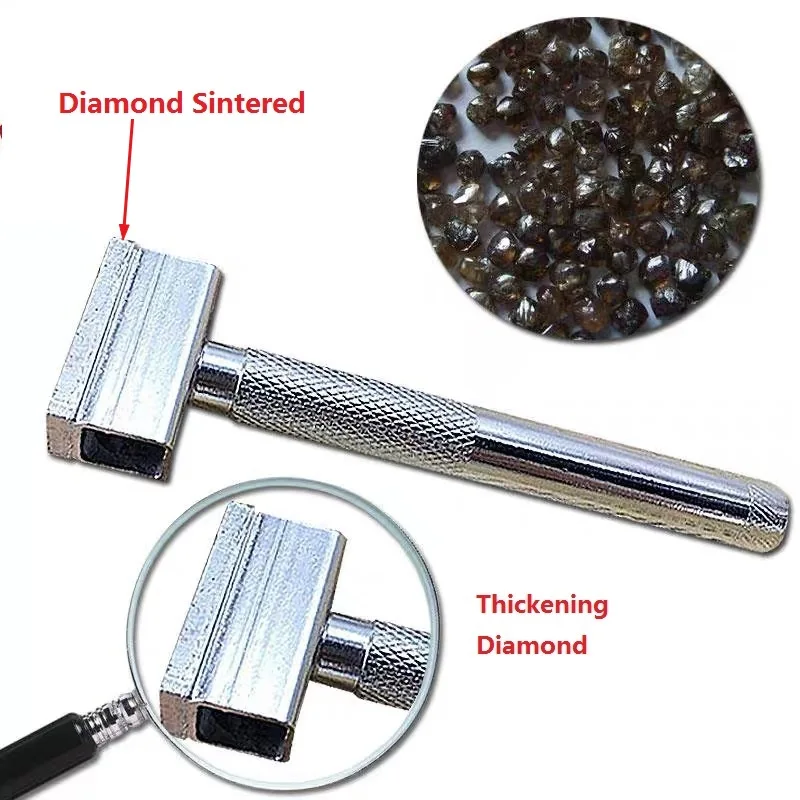 Совсем другой вопрос… сколько их там? Ведь по нашему ГОСТу там должна быть целая цепочка, а не один кристалл:
Совсем другой вопрос… сколько их там? Ведь по нашему ГОСТу там должна быть целая цепочка, а не один кристалл:
Но это сами понимаете по нашему, а по китайски все что угодно может быть — даже 1 кристалл и не разбив первый никогда не узнаешь есть ли за ним второй. А разбивать их раньше времени желания разумеется нет))
Для начала лучше эти алмазные карандаши во что нибудь закрепить — сделать удобный для них держатель. Можно какую нибудь трубочку подыскать или например просверлить отверстие в чем угодно. Мне под руку подвернулся обычный дюралевый пруток 22мм его и просверлил с двух сторон на глубину 25мм, а для фиксации поставил сбоку обычные стопорные винтики М4.
В принципе инструмент уже подготовлен и можно начинать править абразивный диск, но мы немного отвлечемся. Во первых (на всякий случай) хочу предупредить ЧЕМ не стоит даже и пытаться это сделать (обведено красной рамкой):
Алмазный стеклорез времен СССР здесь точно не прокатит даже если пытаться делать съем всего по 0,02мм (например зажав его в резцедержатель). Фокус не пройдет — кристалл там слишком мелкий, его сразу выломает. Ну и надфиля алмазные и прочий подобный хлам не пойдет — это всего лишь «обсыпка» металлического бруска-основы который у них внутри, так что это можно считать почти напылением и не более того.
Фокус не пройдет — кристалл там слишком мелкий, его сразу выломает. Ну и надфиля алмазные и прочий подобный хлам не пойдет — это всего лишь «обсыпка» металлического бруска-основы который у них внутри, так что это можно считать почти напылением и не более того.
Внизу на фото обведено зеленым то, что подходит — пластины типа шарошек и карандаши. Пластинок этих у меня было достаточно много — взял как-то пару горстей уже даже не помню и где. Толщина пластин — 2мм, связка — латунь. За одну правку диска стирается (они сыплются) примерно 4-5мм. Где-то дома нечто подобное валяется и в форме болтов М8 с большой шляпкой на которой алмазный слой аж 8мм, но они еще хуже — связка на них медная, да и алмазная пыль видимо мельче, поэтому и сыплются больше. Одним словом: шарошки эти «не фонтан» ибо алмазная пыль намного хуже обычной абразивной — она очень летучая и если попадет на подшипники, механизмы или не дай бог на мерительный инструмент, то поверьте ничего хорошего от этого точно не будет. А вот карандаш у которого сыпаться нечему — всего то один кристалл это вещь. Правда эту «вещь» еще и правильно сориентировать нужно (чтоб случайно его не расколоть) вот так:
А вот карандаш у которого сыпаться нечему — всего то один кристалл это вещь. Правда эту «вещь» еще и правильно сориентировать нужно (чтоб случайно его не расколоть) вот так:
Теперь нам нужен подопытный кролик т.е. точило и круг. В квартире я точило давно уже не держу (слишком много от него пыли), у меня оно стоит на лоджии. Электродвигатель устаревшей серии АОЛ 21-2 (400 Вт 2800 об/мин) просто привинчен к бетонной плите на 4 анкерных болта через резиновую прокладку и все (разумеется он с оправками на 32мм). Проводить фотосессию на лоджии я естественно не буду, а просто возьму в качестве стенда его младшую версию АОЛ 12-2 (270 Вт 2800 об/мин) которая у меня давно без дела дома валяется — ребенок когда маленький был на нем цветные карандаши точил, а сейчас он вообще никому не нужен.
Того «огрызка» диска что стоял там для эксперимента вестимо мало, поэтому разумеется поставил новый диаметром побольше. С завода изготовителя все подобные круги очень сильно бьют — точность изготовления у них аховая. Забегая немного вперед, могу сказать что этот экземпляр «колбасил» по диаметру примерно 2,5-3мм да и торец у него тоже разумеется был не ровный.
Забегая немного вперед, могу сказать что этот экземпляр «колбасил» по диаметру примерно 2,5-3мм да и торец у него тоже разумеется был не ровный.
Вот теперь почти все готово, осталось всего лишь надеть защитные очки и… Чуть не забыл, «простенькие» очки — вполне достаточно самой минимальной защиты, поэтому тех, что лежат на столе достаточно. Это я к тому, что «кабинетные» перестраховщики по ТБ как выглядит «среднестатистический рабочий» себе представляют несколько по иному, по их мнению это выглядит примерно так:
Применять такие (да еще и дома) крайне не советую — супруга может не признать и со страха перед инопланетянином в окно выпрыгнуть. А на производстве при хорошей вытяжке даже простые защитные очки не одевают вовсе предпочитая им привычные бинокуляры.
Теперь нужно решить как будем править т.е. чем держать. Здесь можно предложить 3 варианта:
1. Берем держатель карандаша в руки и гоняем им по приполку (столику).
2. Если требуется высокая точность — минимальный бой, особо точная геометрия диска и т. п. можно воспользоваться например… координатными тисками:
п. можно воспользоваться например… координатными тисками:
3. Ну и вариант №3 — править «по наглому» т.е. не используя ничего из выше озвученного, а пользуясь только руками. Что собственно я и сделал)) Могу даже сказать почему: во первых дело привычки, а во вторых — так не прочувствуешь ведь без этого инструмент как следует.
Заправил круг что называется «на ура» — убрал бой по диаметру и с одной из сторон убрал по быстрому и без проблем.
А впечатления от этого такие: тот алмазный карандаш, который гладкий (без проточки) в работе очень «жесткий» — чуть на него надавишь посильней он сразу «грызет» снимая довольно помногу. Человеку неопытному работать таким карандашом будет трудней. А вот тот алмазный карандаш который с проточкой правит очень «мягко» и удерживать его намного проще. С чем это в данном случае связано х.з. ведь это может быть даже не тип карандаша, а всего лишь кристалл такой формы попался (кстати я их оба крутил, пробовал в разных проекциях). Поэтому конкретней
Поэтому конкретней
пока
(заказал еще 4 штуки и опять разных) сказать не могу. Но то, что работать мягкими карандашами начинающим будет удобнее — это факт, а вот стабильная идентичность кристаллов в этих 2х лотах пока под вопросом. А мне так они понравились оба, можно сказать один другого дополняет. Какой из них нужен Вам (да и нужен ли он вообще) как всегда и решать только Вам, а я этой покупкой доволен — меньше пыли будет…
алмазной
, а вот что такое алмазная пыль (по моему личному опыту) я могу написать и в комментариях.
А пока, раз уж мы заправили абразивный круг, мне кажется нужно что нибудь попытаться на нем заточить. Что на нем можно заточить? ну если честно, то на мой взгляд… почти ничего, ну разве что обдиркой какой-нибудь заняться, «топорно выглядит», но и топор на нем не заточишь — маловат он для этой цели, даже ножик на нем не заточишь (их точат, вернее правят на другом, было дело как то занимался правкой ножей для рубанков в столярке на ЭТМ-66), да и выглядит пока ненамного лучше того, что в магазинах по дефолту продают (среднестатистический):
Из достоинств (у моего) пока разве что: приполков мне уже снимать не нужно, защитные кожуха со стеклами мне тоже не мешают, он у меня не сгорит если я буду работать на нем долго, а так же на валу у меня сразу запрессованы оправки с посадочным 32ммм в отличии от той пластиковой мишуры что вешают на валы 10мм толщины горе производители подобных точил. Кстати похожие модели бытовых точил предприятиями и организациями очень часто закупаются в небольших количествах и с ними делают именно то, что я сказал — снимают и выбрасывают с них все лишнее и на валы сразу ставят металлические оправки на 32мм (правда по скользящей посадке, а не на прессовке). Мне неоднократно приходилось этим заниматься на разных предприятиях, так что видел похожих моделей десятки. Что выбирают из бытовых когда их покупают? — «живучие» двигатели, обычно это Польша, Германия, вроде Чехия как-то встречалась.
Кстати похожие модели бытовых точил предприятиями и организациями очень часто закупаются в небольших количествах и с ними делают именно то, что я сказал — снимают и выбрасывают с них все лишнее и на валы сразу ставят металлические оправки на 32мм (правда по скользящей посадке, а не на прессовке). Мне неоднократно приходилось этим заниматься на разных предприятиях, так что видел похожих моделей десятки. Что выбирают из бытовых когда их покупают? — «живучие» двигатели, обычно это Польша, Германия, вроде Чехия как-то встречалась.
Ну и что для начала нужно сделать с моим точилом? Ну разумеется в первую очередь избавится от этого круга и поставить нормальные чашки!
Вот теперь эту белую чашку можно заправить и на ней «по человечески» заточить инструмент. Какой? да почти любой, например можно затачивать метчики, сверла, фрезы, цековки, зенковки, развертки, гребенки и т.д и т.п.
Разумеется «прямым углом» к тем режущим инструментам что на фото выше Вы не подлезете, а вот чашка здесь в самый раз. В принципе на подобной чашке можно заточить и циркулярные пилы — т.н. в народе «дровянки» с крупным зубом:
В принципе на подобной чашке можно заточить и циркулярные пилы — т.н. в народе «дровянки» с крупным зубом:
Правда одной чашкой для заточки пильных дисков точно не обойдешься — ей тоже не везде подлезешь, нужна еще как минимум одна вот такой геометрии:
Разумеется на фото выше я имел в виду только геометрию камня, а не его тип — тут нужно смотреть конкретику. Кстати о той белой чашке которую я поставил: она мне не нравится. Самые лучшие камни (увы были) это мелкозернистые, оранжевые — «кирпичного цвета», но их к сожалению давно не выпускают, приходится старые по толкучкам разыскивать. У себя на рынках я их чаще всего нахожу производства «абразивный завод Ильича». Состояние как правило жуткое — все забиты, засалены, но как заправишь — вещь, они мелкозернистые, острие держат четко и затачивают мягко. Но в данный момент у меня такой чашки нет, поэтому возможности данной геометрии круга покажу на белой (фотографировать правда неудобно, так что извините что правильную поддержку снизу показать не могу).
А это правильная заточка обычного сверла — у них сначала протачивается сердцевина и только потом, после этого затачивают рабочую часть.
Вот так приблизительно выглядит после нормальной заточки сверло:
При желании можно вообще убрать сердцевину «в ноль» — она же не сверлит, ее только по недоразумению иногда называют третьей «режущей» кромкой, а на самом деле она только мешает. Кстати проверено даже на твердосплавных сверлах по бетону (они с магазина вообще тупые, ими разве что кирпич колоть), но если заточить их вот так, то они 400 марку бетона прошивают на глубину 40-50мм за считанные секунды.
Весь вопрос только в том, что соседям как правило за секунды не надо, они у меня любят 1-2 отверстия в стене с утра до вечера перфораторами долбить. А я лентяй, и мне проще сверло заправить))
Ну и напоследок по самой больной у народа теме: очень часто попадалось такое заблуждение на форумах — сверла точить нормально не умею, а надо. Вот накопить бы денег на покупку какого нибудь китайского бытового MRCM MR-20G и проблем бы не было, они бы сразу стали супер-пупер качества.
Вот накопить бы денег на покупку какого нибудь китайского бытового MRCM MR-20G и проблем бы не было, они бы сразу стали супер-пупер качества.
Уверяю Вас, что не стали бы. В подобных дорогих игрушках как правило стоит обычная мелкая алмазная чашка и затачивают они «мягко говоря» не профессионально. У Вас самих это намного лучше получится на обыкновенном домашнем точиле, стоит только слегка «набить руку» и его немного модернизировать. Если к этой теме есть интерес могу как нибудь обзор приспособления-самоделки для заточки спиралей на фрезах подготовить, ее не так и сложно сделать. На этом на сегодня у меня и все. Как обычно желаю всем бобра, успехов в творчестве и до новых встреч в обзорах.
Лучший способ правки алмазных шлифовальных кругов на связке
Алмазные шлифовальные круги на связке время от времени требуют правки и правки. Это может быть результатом нормального износа инструмента или чрезмерных нагрузок при шлифовании, если не используются оптимальные параметры обработки (например, скорость инструмента и подача). Какой бы ни была причина, вы захотите изменить форму инструмента и/или обнажить свежие алмазные абразивы. Традиционно это выполняется в две операции: первая — это правильная операция, в которой используется некоторый процесс для придания формы кромке шлифовального круга. Это может быть процесс электроэрозионной обработки проволоки, используемый поставщиком инструмента, шлифовальный круг, специально предназначенный для правки кругов, или использование алмазного наконечника. После того, как инструмент сформирован, его необходимо зачистить, чтобы убедиться, что свежие алмазы обнажаются. Эта операция обычно выполняется с помощью шлифовальной палочки из оксида алюминия (Al2O3). Используемый размер абразива Al2O3 будет меняться в зависимости от размера алмаза шлифовального круга, который вы пытаетесь заправить. В таблице ниже показано это соотношение:
Какой бы ни была причина, вы захотите изменить форму инструмента и/или обнажить свежие алмазные абразивы. Традиционно это выполняется в две операции: первая — это правильная операция, в которой используется некоторый процесс для придания формы кромке шлифовального круга. Это может быть процесс электроэрозионной обработки проволоки, используемый поставщиком инструмента, шлифовальный круг, специально предназначенный для правки кругов, или использование алмазного наконечника. После того, как инструмент сформирован, его необходимо зачистить, чтобы убедиться, что свежие алмазы обнажаются. Эта операция обычно выполняется с помощью шлифовальной палочки из оксида алюминия (Al2O3). Используемый размер абразива Al2O3 будет меняться в зависимости от размера алмаза шлифовального круга, который вы пытаетесь заправить. В таблице ниже показано это соотношение:
| Шлифовальный круг на связке Размер алмаза (мкм) | Палочка для перевязки Al2O3, размер абразива (зернистость) |
|---|---|
| 65 и больше (металлическая связка) | 150 – 320 |
| 15 (металлическая связка) | 320 – 800 |
| 15 (смола) | 800 – 1000 |
| 9 (металлическая связка) | 800 |
| 9 (смола) | 1200 |
| 6 (металлическая связка) | 1000 |
| 6 (смола) | 1200 |
| 3 (металлическая связка) | 1000 |
| 3 (смола) | 1500 |
Старый способ правки шлифовального круга заключался в том, чтобы включить инструментальный шпиндель на очень малую скорость вращения и вручную выполнить правку шлифовального круга. Это не лучший способ выполнения этой операции по нескольким причинам. Во-первых, это не безопасно. Ни в коем случае нельзя совать руки в станок при работающем шпинделе. Во-вторых, это просто не контролируемый эффективный способ показать свежие бриллианты на вашем колесе.
Это не лучший способ выполнения этой операции по нескольким причинам. Во-первых, это не безопасно. Ни в коем случае нельзя совать руки в станок при работающем шпинделе. Во-вторых, это просто не контролируемый эффективный способ показать свежие бриллианты на вашем колесе.
Компания OptiPro разработала крепление, которое будет удерживать стержни для правки Al2O3 в шпинделе заготовки. Это позволяет использовать станок для безопасной и точной правки и правки шлифовальных кругов. На изображении выше показана 1-дюймовая квадратная перевязочная палочка и то, как она установлена на шлифовальной платформе. Для этого сначала поместите в держатель палочку для повязки с подходящей зернистостью. Затем держатель помещается в шпиндель заготовки, а шлифовальный круг перемещается по центру правящего стержня так, чтобы он почти касался друг друга. После регулировки линий охлаждающей жидкости закройте дверцу, включите шпиндели и охлаждающую жидкость и, наконец, запрограммируйте станок на подачу шлифовального круга в правящую палочку. Скорости шпинделя должны быть установлены так же, как они используются во время шлифования, и, как правило, подаются на правящий стержень со скоростью подачи около 1 мм/мин. Глубина, которую вам придется удалить с повязочной палочки, будет варьироваться от 1-2 мм до десятков миллиметров. Это будет зависеть от размера алмазного абразива (для более крупных алмазов требуется больше времени) и количества материала, который необходимо удалить с шлифовального круга, если вы пытаетесь изменить его форму.
Скорости шпинделя должны быть установлены так же, как они используются во время шлифования, и, как правило, подаются на правящий стержень со скоростью подачи около 1 мм/мин. Глубина, которую вам придется удалить с повязочной палочки, будет варьироваться от 1-2 мм до десятков миллиметров. Это будет зависеть от размера алмазного абразива (для более крупных алмазов требуется больше времени) и количества материала, который необходимо удалить с шлифовального круга, если вы пытаетесь изменить его форму.
Преимущество этого процесса состоит в том, что правка и правка шлифовального круга выполняются одновременно. Используя точное управление станком с ЧПУ, он обеспечивает гораздо более безопасную работу и лучшие результаты, чем старые методы правки.
Для получения дополнительной информации о приспособлении, разработанном OptiPro для правки ваших шлифовальных кругов, свяжитесь с APD, отправив электронное письмо по адресу [email protected].
Подпишитесь на нашу рассылку, чтобы получать новости и обновления от OptiPro
Подпишитесь сейчас
Правка и правка алмазных и эльборовых кругов
Правка и правка алмазных и эльборовых кругов
|
 COM
COM ТОРМОЗНАЯ МАШИНА Тщательная установка круга необходима при шлифовании алмазным или эльборовым кругом. Для получения инструкций нажмите здесь. |
 Для лучшей производительности колесо должно быть установлено идеально перпендикулярно и концентрично шпинделю станка. Некруглость не является серьезной проблемой для чашечных и торцевых колес. Прямые алмазные круги, такие как тип 1A1, обычно требуют правки после монтажа. Прямой круг некруглой формы будет стучать по поверхности заготовки, сокращая срок службы круга и ухудшая чистоту поверхности. Этого можно избежать, выправляя колесо так, чтобы вся его поверхность была концентричной со шпинделем в пределах 0,0005 дюйма (0,0127 мм). Колеса со связкой из смолы можно выправить с помощью устройства для правки тормоза из карбида кремния, управляемого тормозом.
Для лучшей производительности колесо должно быть установлено идеально перпендикулярно и концентрично шпинделю станка. Некруглость не является серьезной проблемой для чашечных и торцевых колес. Прямые алмазные круги, такие как тип 1A1, обычно требуют правки после монтажа. Прямой круг некруглой формы будет стучать по поверхности заготовки, сокращая срок службы круга и ухудшая чистоту поверхности. Этого можно избежать, выправляя колесо так, чтобы вся его поверхность была концентричной со шпинделем в пределах 0,0005 дюйма (0,0127 мм). Колеса со связкой из смолы можно выправить с помощью устройства для правки тормоза из карбида кремния, управляемого тормозом.
КОМОД SDDD С.Д.Д.Д. Коронки — это главное нововведение в правке алмазных и эльборовых кругов. Для получения инструкций нажмите здесь. |
 Эти инструменты изготовлены из экзотических сплавов металлов, что обеспечивает выдающееся действие по правке по сравнению с другими методами без снятия колеса со станка. Колеса можно выправить в пределах 0,0005 дюйма без охлаждающей жидкости. Используйте эти инструменты для прямых колес, угловых колес или сторон круга. Удаление биения повышает точность шлифования, чистоту поверхности и срок службы круга. Приклады Braemar 3/8″, 7/16 «, & 5/8» SDDD Dressers для немедленной доставки.
Эти инструменты изготовлены из экзотических сплавов металлов, что обеспечивает выдающееся действие по правке по сравнению с другими методами без снятия колеса со станка. Колеса можно выправить в пределах 0,0005 дюйма без охлаждающей жидкости. Используйте эти инструменты для прямых колес, угловых колес или сторон круга. Удаление биения повышает точность шлифования, чистоту поверхности и срок службы круга. Приклады Braemar 3/8″, 7/16 «, & 5/8» SDDD Dressers для немедленной доставки.
ТУАЛЕТНЫЕ СТИКИ Braemar производит и хранит на складе Палочки для правки алмазных и эльборовых кругов Оксид алюминия или карбид кремния используются для правки, придания формы и правки сверхабразивных кругов. |
 Кондиционирование значительно улучшает производительность, удаляя связку и обнажая абразив, что приводит к свободному резанию круга. Использование правильной палочки для правки и надлежащее кондиционирование суперабразивных кругов является важной частью достижения максимальной производительности. Доступен в различных размерах и сортах связки для ваших конкретных потребностей.
Кондиционирование значительно улучшает производительность, удаляя связку и обнажая абразив, что приводит к свободному резанию круга. Использование правильной палочки для правки и надлежащее кондиционирование суперабразивных кругов является важной частью достижения максимальной производительности. Доступен в различных размерах и сортах связки для ваших конкретных потребностей.МАТЕРИАЛЫ Braemar производит и хранит на складе Палочки для правки алмазных и эльборовых кругов Оксид алюминия или карбид кремния используются для правки, придания формы и правки сверхабразивных кругов. Кондиционирование значительно улучшает производительность, удаляя связку и обнажая абразив, что приводит к свободному резанию круга. Использование правильной палочки для правки и надлежащее кондиционирование суперабразивных кругов является важной частью достижения максимальной производительности. Похожие записи
Об автореalexxlab |

