Аккумуляторная батарея сборка: Сборка батареи из аккумуляторов (аккумуляторные батареи)
Содержание
Сборка АКБ своими руками — Titanat
Аккумулятор своими руками
На сегодня в продаже представлен богатый ассортимент литиевых аккумуляторных элементов. Для каждой конкретной задачи можно выбрать подходящий под условия эксплуатации тип химии. Выбрать аккумуляторы с необходимой ёмкостью, ресурсом, разрядными токами, рабочими температурами и т.д. Если вы задались целью самостоятельно собрать аккумуляторную батарею с нужными характеристиками, вам понадобятся:
- аккумуляторные элементы — ячейки
- BMS плата, которая контролирует процесс заряда и разряда АКБ и продлевает срок ее службы
- плата балансиров, которая отвечает за выравнивание заряда элементов питания
- соединительные провода
- разъемы
- подходящий по размерам бокс или кейс из металла или пластика
Алгоритм сборки батареи
Прежде всего стоит проверить ещё раз каждую ячейку отдельно перед началом сборки. Если у вас есть соответствующий миллиомметр который работает с переменным током высокой частоты — обязательно проверьте внутреннее сопротивление ячеек которые у вас есть. Не пытайтесь использовать для этой цели обычный омметр, вероятнее всего это приведёт к его выходу из строя.
Если у вас есть соответствующий миллиомметр который работает с переменным током высокой частоты — обязательно проверьте внутреннее сопротивление ячеек которые у вас есть. Не пытайтесь использовать для этой цели обычный омметр, вероятнее всего это приведёт к его выходу из строя.
В случае если специального прибора у вас нет — как минимум стоит произвести измерение напряжения каждой ячейки. Убедитесь что все ячейки имеют одинаковое напряжение, и что это напряжение находится в рекомендуемом для ячеек диапазоне. Если какие-то из аккумуляторных элементов имеют отличное напряжение обязательно дозарядите/доразрядите их до необходимого.
Подготовленные ячейки укладываются в пакеты с учетом полярности, обеспечивая параллельное соединение. К ним подсоединяются силовые и балансирные провода. Пакеты последовательно соединяются друг с другом для получения необходимого напряжения. Не считая сварной технологии, для домашней сборки применяют соединение батарей пайкой или же болтами. В случае слаботочных батарей, пайка как правило является наиболее компактным и надёжным решением.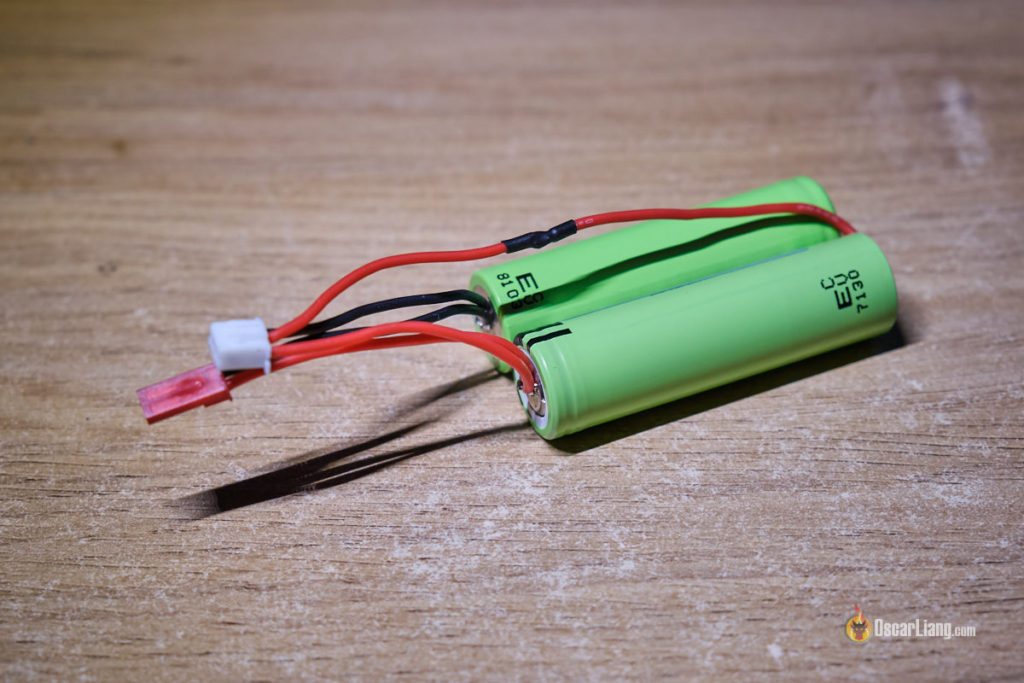 Однако в случае если вы не уверены в своих навыках пайки, или же собираете батареи с большими рабочими токами мы рекомендуем выбирать аккумуляторные элементы предназначенные для сборки болтами. В любом из случаев проявите максимальную ответственность при коммутации батарей. Тщательно очистите клеммы ячеек перед сборкой, хорошо залудите контактную площадку, в случае пайки. Надёжно затяните все болты в случае резьбового соединения. Обязательно зафиксируйте контакт механически и заизолируйте его — таким образом вы избежите многих проблем при дальнейшей эксплуатации устройства.
Однако в случае если вы не уверены в своих навыках пайки, или же собираете батареи с большими рабочими токами мы рекомендуем выбирать аккумуляторные элементы предназначенные для сборки болтами. В любом из случаев проявите максимальную ответственность при коммутации батарей. Тщательно очистите клеммы ячеек перед сборкой, хорошо залудите контактную площадку, в случае пайки. Надёжно затяните все болты в случае резьбового соединения. Обязательно зафиксируйте контакт механически и заизолируйте его — таким образом вы избежите многих проблем при дальнейшей эксплуатации устройства.
Все элементы тщательно стягиваются и укладываются в подготовленный бокс или кейс, в котором заранее необходимо предусмотреть отверстия для вывода проводов. Тут же монтируется плата BMS и плата балансиров. О том для чего они нужны, как их выбрать и как правильно подключить — в наших отдельных статьях. Силовые провода выводятся наружу, после чего к ним присоединяется штекер для дальнейшего осуществления коммутации батареи.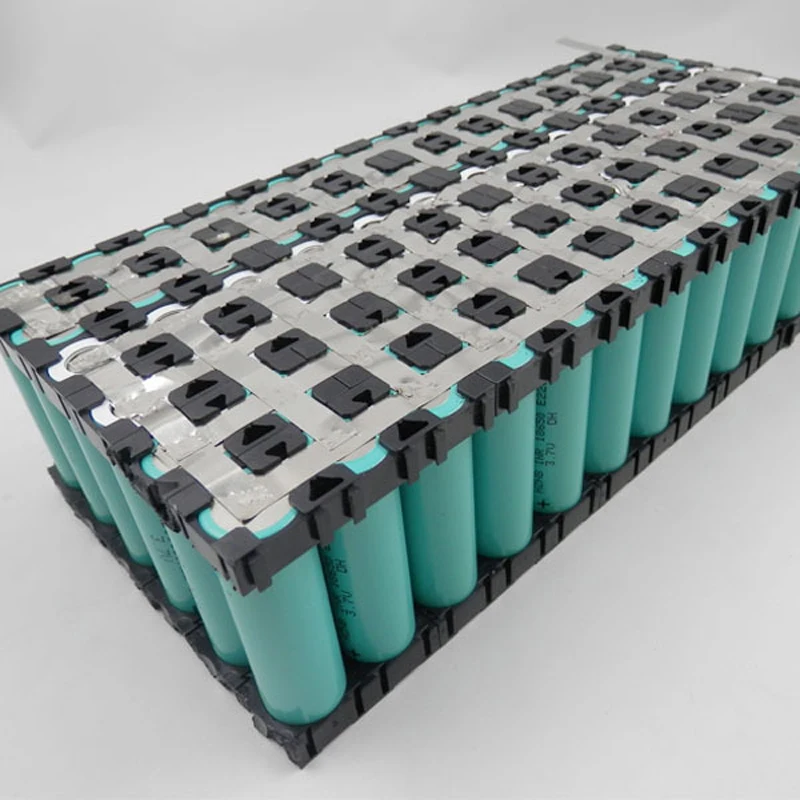 Все отверстия кейса тщательно герметизируются.
Все отверстия кейса тщательно герметизируются.
Меры безопасности
Собираясь собрать самодельный аккумулятор своими руками, помните, что:
- В процессе работы и при тестировании аккумуляторов важно быть предельно аккуратными и осторожными.
- Нельзя допускать падений элементов питания и собранной батареи, их нагрева, сдавливания, проникновения в них сторонних предметов.
- Важно избегать короткого замыкания, перезарядки аккумуляторов, применения обратной полярности.
- В случае чрезмерного нагрева необходимо прекратить эксплуатацию батареи или зарядного устройства.
- Нельзя использовать ячейки сомнительно качества, с признаками повреждений.
Если вы сомневаетесь в достаточности своих знаний и опыта, лучше сэкономьте время и силы – просто купите готовую аккумуляторную батарею с подходящими параметрами или закажите ее сборку на заказ. Изготовление аккумуляторной батареи на заказ позволяет самостоятельно выбрать ячейки для сборки АКБ и четко соблюсти требуемые характеристики. В частности, вы можете заказать аккумулятор оптимально подходящей вам формы, размеров, емкости.
В частности, вы можете заказать аккумулятор оптимально подходящей вам формы, размеров, емкости.
Похожие записи
Сборка аккумуляторных батарей
Категория:
Автомобильные аккумуляторы
Публикация:
Сборка аккумуляторных батарей
Читать далее:
Свинец, сурьма и их сплавы
Сборка аккумуляторных батарей
Технологический процесс сборки аккумуляторных батарей состоит из следующих операций: разрубка сдвоенных электродов одинарные, зачистка ушков, укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки, вставка блоков в ячейки моноблока, одевание крышек, вставка уплотнителей зазора между крышками и стенками блока, припайка МЭС, напайка выводим клемм, заливка мастикой, оплавление поверхности мастики, проверка на герметичность, короткие замыкания и переполюсовку, вставка предохранительных щитков и ввинчивание пробок, упаковка и транспортирование готовых батарей на склад.
Разделение сдвоенных электродов производят на полуавтоматических штамповочных прессах. Сдвоенные электроды укладывают в питатель в специальные направляющие. Нижний электрод при подготовительном ходе автомата толкателем подается на исходное место перед штампом станка. Вторым движением механизма другой толкатель подает электрод на матрицу штампа. Вырубка падает на движущийся транспортер, который проходит под разрубочными станками. Производительность станка — около 4500 электродов в час.
Разрубленные электроды после разбраковки направляют на установки автоматической пайки блоков, где осуществляется укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки. Сепараторы предохраняют электроды различной полярности от коротких замыканий, фиксируют расстояние между электродами для предупреждения их сдвига при тряске аккумулятора и создают необходимый запас электролита в межэлектродном пространстве и у электродов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Блоки аккумуляторных электродов вставляют в ячейки моноблоков, следя за тем, чтобы выводной штырь баретки отрицательного электрода соединялся с выводным штырем положительного электрода другого блока. Поверх блока накладывают предохранительный щиток из перфорированного винипласта, который предохраняет блок от коротких замыканий и попадания грязи. Затем вставляется крышка аккумулятора. Выводные штыри электродов проходят через отверстия втулок крышек. Эти втулки плотно впрессованы в тело крышки с таким расчетом, чтобы их верхняя кромка несколько возвышалась над крышкой. Поверх втулки накладывают кольцо МЭС, а поверх сплавляемых деталей устанавливают формочку. Сплавление деталей осуществляют паяльным прутком из сплава РЬ + 5 % сурьмы с помощью горелки с водородным пламенем.
Поверх блока накладывают предохранительный щиток из перфорированного винипласта, который предохраняет блок от коротких замыканий и попадания грязи. Затем вставляется крышка аккумулятора. Выводные штыри электродов проходят через отверстия втулок крышек. Эти втулки плотно впрессованы в тело крышки с таким расчетом, чтобы их верхняя кромка несколько возвышалась над крышкой. Поверх втулки накладывают кольцо МЭС, а поверх сплавляемых деталей устанавливают формочку. Сплавление деталей осуществляют паяльным прутком из сплава РЬ + 5 % сурьмы с помощью горелки с водородным пламенем.
На крайних выводных штырях электродов наплавляют выводные клеммы. Для герметизации крышек аккумуляторов применяют заливочную мастику. Для получения ровной гладкой поверхности залитой мастики и лучшей ее адгезии к стенкам крышки и моноблока их прогревают инфракрасными лампами. Лампы устанавливают над конвейером и закрывают сверху и с боков стенками, образующими туннель. Собранные таким образом батареи после вставки и ввинчивания пробок предъявляют ОТК. Принятые ОТК батареи направляются на склад готовой продукции.
Принятые ОТК батареи направляются на склад готовой продукции.
Описанная схема состоит из множества ручных операций, малопроизводительна и отличается большой трудоемкостью, однако имеет место при сборке аккумуляторных батарей с раздельными крышками. В настоящее время разработана и применяется на аккумуляторных заводах полуавтоматическая линия сборки стартерных батарей с общей крышкой.
На установках автоматической пайки блоков осуществляется укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки. Для обеспечения необходимой производительности
Рис. 1. Схема полуавтоматической линии сборки стартерных аккумуляторных батарей
1 — рольганг; 2 —автомат контроля герметичности; 3 — конвейер РПК-53; 4 — установка для сварки крышки с моноблоком; 5 — автомат для контроля качества сварки; 6 — установка для сварки МЭС; 7 — конвейер роликовый приводной РПК-225; 8 — установка автоматической пайки блоков; 9 — установка пробивки отверстий в моноблоках
линии и своевременного ремонта без общего простоя в линию включено пять таких установок.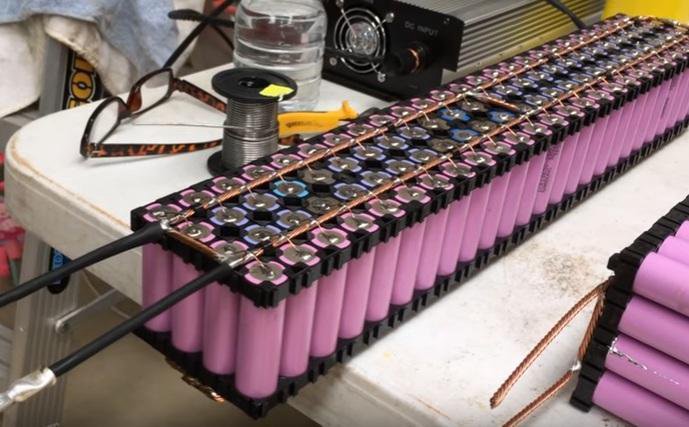 Готовые блоки электродов вставляют в ячейки моноблоков, в перегородках которых предварительно пробиты отверстия, и по роликовому конвейеру подают на установку сварки МЭС. На установке сварки МЭС блоки соединяются в батарею через отверстия в перегородках моноблока методом электроконтактной сварки. За установкой сварки МЭС следует автомат контроля качества сварки. Контроль качества сварных соединений осуществляется путем приложения к месту сварки определенных срезывающих усилий и проверки места сварки на срез.
Готовые блоки электродов вставляют в ячейки моноблоков, в перегородках которых предварительно пробиты отверстия, и по роликовому конвейеру подают на установку сварки МЭС. На установке сварки МЭС блоки соединяются в батарею через отверстия в перегородках моноблока методом электроконтактной сварки. За установкой сварки МЭС следует автомат контроля качества сварки. Контроль качества сварных соединений осуществляется путем приложения к месту сварки определенных срезывающих усилий и проверки места сварки на срез.
Отбракованные батареи по отводному рольгангу автомата отводятся в сторону, а остальные подаются по роликовому конвейеру на следующую операцию — сварку крышки с моноблоком. Эта операция осуществляется на установке типа УСТ-1. Батареи с приваренными крышками подаются на другой приводной конвейер, где оператором вручную производится пайка выводных клемм. Готовая батарея поступает на автомат контроля герметичности. Контроль герметичности основан на проверке утечек воздуха, подаваемого в ячейки батареи под давлением 19,6 кПа (0,2 кг/см2). Отбракованные батареи по отводному рольгангу автомата откладываются в сторону, а остальные подаются на рольганг, где в заливочные отверстия завинчиваются пробки, и далее к столу упаковки.
Отбракованные батареи по отводному рольгангу автомата откладываются в сторону, а остальные подаются на рольганг, где в заливочные отверстия завинчиваются пробки, и далее к столу упаковки.
Производительность описанной линии сборки стартерных батарей составляет до 120 бат./ч.
—
Сборка блоков электродов. При сборке блоков электродов необходимо зачистить ушко электрода до металлического блеска и установить комплект электродов в шаблон-кондуктор. Электроды с укороченными ушками, поврежденными токоотводами, а также не имеющие активной массы в ячейках, для комплектовки полублоков не следует применять. При комплектовке полублоков нужно подбирать электроды одинаковые по техническому состоянию, размеру и толщине. Электроды в шаблоне должны быть установлены параллельно друг другу так, чтобы их ушки были плотно прижаты в пазах гребенки и выступали на 3—5 мм. Не допускается комплектовка восстановленных или бывших в эксплуатации электродов в один полублок с новыми, а также установка тонких отрицательных электродов в середину полублока.
Рис. 1. Установка электродов в шаблон-кондуктор
Для получения блока электродов необходимо произвести пайку его полублоков с борном, для чего установить борн в шаблон-кондуктор так, чтобы ось борна соответствовала оси симметрии полублока электродов.
Пайку ведут водородным пламенем до образования прочного контакта ушков с борном. Пламя горелки подводят к выступающим ушкам электродов и основанию борна и нагревают их до плавления. Не отводя пламени от поверхности, вводят в него свинцовый пруток, который, плавясь, соединяется с ушками электродов и основанием борна, образуя мостик. Применение припоя, содержащего олово, не допускается.
Спаянные полублоки электродов вынимают из гребенки шаблона-кондуктора, визуально проверяют качество пайки и производят сборку блоков. В спаянных полублоках электродов не допускаются наплывы сплава свинца толщиной более 0,5 мм на верхней части мостила; протеки сплава при пайке; протеки сплава под мостиком и между электродами; повреждение при пайке основания борна глубиной более 0,5 мм; смещение электродов в блоках относительно друг друга более 2 мм по ширине электродов.
Рис. 2. Пайка электродов в полублоки
Удалять наплывы свинца следует так, чтобы не вызвать выкрашивания активной массы и не повредить токоотводы электродов. Сборка блоков электродов производится таким образом, чтобы отрицательные электроды отрицательного полублока чередовались с положительными электродами положительного полублока. Собранные блоки прокладываются сепараторами. Для этого следует блок положить на ребро, а электроды слегка развести. Сепараторы вставляют рифленой поверхностью к положительному электроду в вертикальном направлении рифов (при рабочем положении аккумулятора). После установки сепараторы выравнивают. Для этого нижней частью блока слегка ударяют о верстак. Сепараторы должны выступать равномерно по обеим сторонам блока. Перекрытие сепараторами верхних кромок электродов менее чем на 4 мм и боковых менее 1 мм не допускается. Снизу блока сепараторы должны быть в одной плоскости с ножками электродов. После проверки правильности сборки блоки направляются на сборку аккумуляторных батарей. Внешний вид собранного блока электродов показан на рис. 9.34.
Внешний вид собранного блока электродов показан на рис. 9.34.
Рис. 3. Удаление наплывов свинца между электродами
Рис. 4. Сборка блоков электродов
Рис. 5. Вставка сепараторов в блок электродов
Сборка батарей. Моноблоки, поступающие на сборку, должны быть исправными, чистыми и сухими. Блоки вставляют без резких ударов о призмы моноблока. Для предохранения сепараторов и электродов от повреждений при проверке уровня и плотности электролита в процессе эксплуатации на каждый блок накладывают винипластовый предохранительный щиток таким образом, чтобы края его находились под мостиком борнов. Блоки электродов вставляют в моноблок так, чтобы борн положительного блока электродов одного аккумулятора находился рядом с борном отрицательного блока электродов соседнего аккумулятора.
Рис. 6. Блок электродов в сборе
1 — полублок отрицательных электродов; 2—борн; 3 — сепаратор; 4 — полублок положительных электродов
Правильность установки блоков электродов в моноблок проверяется следующим образом.
Проверка при влажных сепараторах. К борнам подсоединяют нагрузочную вилку с отключенным нагрузочным сопротивлением. Отклонение стрелки вольтметра от нулевого положения свидетельствует об отсутствии замыканий в аккумуляторе, а направление отклонения стрелки указывает на расположение блоков, их полярность в моноблоке.
Проверка при сухих сепараторах из микропористой пластмассы. Через дополнительный источник электрической энергии — аккумулятор — подключают к борнам вольтметр. Отсутствие показаний вольтметра свидетельствует о правильности сборки.
Рис. 7. Вставка блоков электродов в моноблок
Крышки должны плотно лежать на выступах моноблока. Разность по высоте между двумя соседними крышками должна быть не более 3 мм.
Перемычки при пайке должны свободно, без перекоса надеваться на борны до упора в свинцовые втулки крышек моноблока. Шаблоны должны также свободно, без перекоса располагаться на перемычках. Перемычки припаивают к борну, для чего пламя горелки подводят к выступающему борну, перемычке и свинцовой втулке в крышке и нагревают их до плавления. Не отводя пламени от спаиваемых деталей, быстро вводят в него свинцовый пруток, который, плавясь, соединяет детали в единое целое. Качание выводов и перемычек не допускается. Качественная пайка втулки с борном и перемычкой должна быть обеспечена по всему периметру втулки и борна. В местах пайки не должно быть раковин расслоений, посторонних включений и пережога свинца. Наплывы свинца под перемычками не допускаются.
Не отводя пламени от спаиваемых деталей, быстро вводят в него свинцовый пруток, который, плавясь, соединяет детали в единое целое. Качание выводов и перемычек не допускается. Качественная пайка втулки с борном и перемычкой должна быть обеспечена по всему периметру втулки и борна. В местах пайки не должно быть раковин расслоений, посторонних включений и пережога свинца. Наплывы свинца под перемычками не допускаются.
Далее напаивают выводные полюса и производят на них оттиски знаков полярности «+» и «—». Для этого на выводные борны устанавливают шаблон и нагревают пламенем горелки до плавления верхних частей борна и свинцовой втулки. Не прекращая нагрева, вводят в пламя горелки свинцовый пруток и расплавляют его до полного заполнения формы шаблона. Полюсный знак на выводах наносится при помощи стального штампа до застывания сплава свинца. Верхний диаметр положительного вывода должен быть 17,4±0,2 мм, а отрицательного— 15,8±0,2 мм, высота напаянного вывода должна быть не менее 18 мм, конусность 1 : 9. Место соединения борна со свинцовой втулкой крышки должно быть герметичным. Непараллельность МЭС и выводов относительно горизонтальной и вертикальной плоскостей более 2 мм не допускается. Спаянные батареи заливают мастикой. Поверхность мастики должна быть ровной, не должна иметь пузырей и свищей. Повреждение поверхностей моноблока и крышек не допускается.
Место соединения борна со свинцовой втулкой крышки должно быть герметичным. Непараллельность МЭС и выводов относительно горизонтальной и вертикальной плоскостей более 2 мм не допускается. Спаянные батареи заливают мастикой. Поверхность мастики должна быть ровной, не должна иметь пузырей и свищей. Повреждение поверхностей моноблока и крышек не допускается.
Рис. 8. Припайка МЭС к борнам
1 — шаблон; 2— свинцовая втулка; 3 — крышка
Рис. 9. Заливка мастики
Аккумуляторная ячейка считается герметичной, если в течение 3—5 с вакуум не падает. Батарея, у которой хотя бы одна ячейка не выдержала испытания на герметичность, подлежит ремонту и повторной проверке.
Собранные аккумуляторные батареи, отвечающие поставленным требованиям, направляют на заряд.
Инструменты для сборки аккумулятора и сцепления, гайковерты
My Desoutter Academy
Загрузить каталоги и проспекты промышленных инструментов Desoutter
- Дом
- Инструменты и решения
- Инструменты для сборки аккумуляторов
Откройте для себя наш ассортимент инструментов для сборки аккумуляторов: автономный угловой/пистолетный аккумуляторный инструмент с датчиком, аккумуляторные гайковерты и эргономичные аккумуляторные муфты
Откройте для себя все наши инструменты для сборки аккумуляторов от Desoutter Industrial Tools.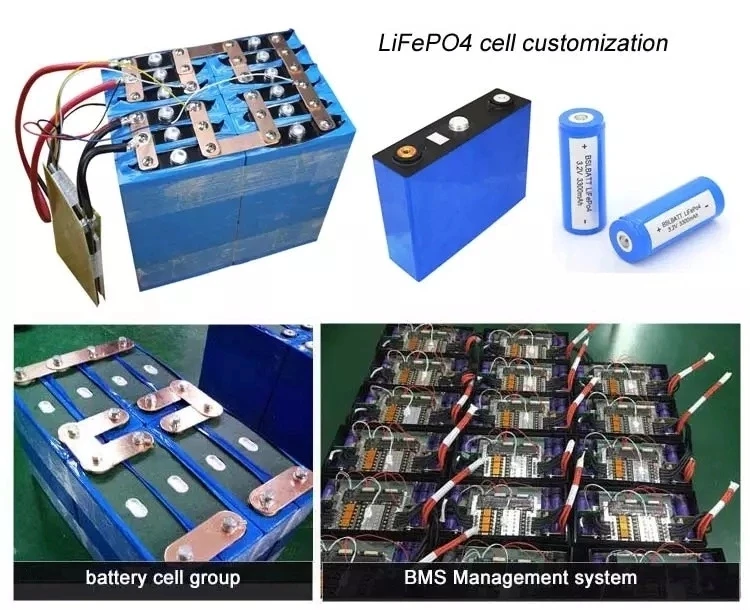 Найдите полный ассортимент инструментов для сборки аккумуляторов и свяжитесь с Desoutter Industrial Tools, чтобы получить ценовое предложение или демонстрацию.
Найдите полный ассортимент инструментов для сборки аккумуляторов и свяжитесь с Desoutter Industrial Tools, чтобы получить ценовое предложение или демонстрацию.
Серия E-LIT — Инструменты для аккумуляторной муфты
Лучшая эргономика для инструментов с аккумуляторной муфтой от 0,4 до 45 Нм. Оптимизируйте процесс сборки с помощью 1 скорости, 2 скоростей или других параметров, установленных на инструменте напрямую или с помощью программного обеспечения E-LIT Config.
Учить больше
Аккумуляторные инструменты с беспроводным сцеплением E-LIT
Учить больше
Платформа Э-ЛИТ
Учить больше
Серия B-Flex — автономный аккумуляторный инструмент с преобразователем
Автономные аккумуляторные инструменты с преобразователем для крутящего момента от 1,5 до 95 Нм.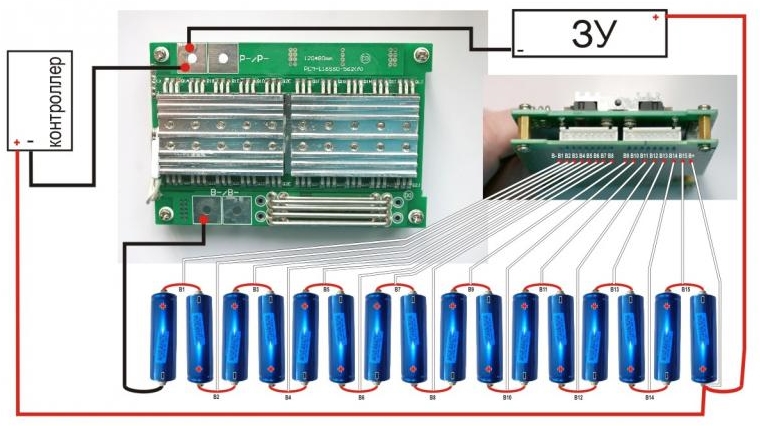 Стандартный с 1 Pset или Расширенный с 6 Pset. Программирование стратегии затяжки инструмента, крутящего момента и угла.
Стандартный с 1 Pset или Расширенный с 6 Pset. Программирование стратегии затяжки инструмента, крутящего момента и угла.
Учить больше
B-Flex QRX
Учить больше
Серия EABS
Учить больше
EABcom/EPBcom — Аккумуляторный инструмент с беспроводным преобразователем
Последняя инновация Desoutter с аккумуляторными инструментами. До 4 аккумуляторных инструментов с преобразователем, подключенных только к 1 контроллеру CVI3 Vision. 100% полная отслеживаемость, качество и свобода без компромиссов.
Учить больше
Аккумулятор E-Pulse – аккумуляторный электрический импульсный инструмент
Учить больше
QShield C — цифровой интеллектуальный ключ
Учить больше
Ваше имя*
Ваша фамилия*
Ваша электронная почта*
Электронная почта получателя*
Ваше сообщение
Успешно поделились!
Чтобы воспроизвести это видео на YouTube, вам необходимо принять все файлы cookie.
Измените настройки файлов cookie и обновите страницу: измените настройки файлов cookie.
Корзина
- 0
- 1
Аккумуляторная сборка/управление для электромобилей
expand_less
RHENUS по всему миру
Контакт с клиентами и поставщиками ВходНовости и СМИ
Решения для цепочки поставок
arrow_forward
arrow_back
Назад
Обзор решений для цепочки поставок
Решения для промышленности
Решения для автомобильной промышленности
arrow_forward
arrow_back
Назад
Обзор автомобильных решений
Хранение аккумуляторов
Сборка аккумуляторов
Разборка и переработка аккумуляторов
Заводская логистика
Дистрибьюторская логистика
Информационная логистика
Управление поставщиками и качеством
Сборка
Планирование сборки
Портовая логистика
arrow_forward
arrow_back
Назад
Портовая логистика Обзор
Портовое агентство
Заполнение и разгрузка контейнеров
Хранение под открытым небом
Холловое хранение
Обработка грузов
Таможенное оформление
—
0005
Сельское хозяйство
Автомобили
Химикаты
Бумага
Сталь и металл
Перерабатываемые материалы
Морская логистика
arrow_forward
arrow_back
Назад
Обзор морской логистики
Логистика морских портов
Морские перевозки
Услуги ветряных электростанций
Офисные системы
arrow_forward
arrow_back
Назад
Обзор офисных систем
Управление файлами и документами
Управление информацией
Аутсорсинг процессов
Доставка на дом
arrow_forward
arrow_back
Назад
Обзор доставки на дом
Уведомление
Устойчивая логистика
Высокие технологии
arrow_forward
arrow_back
Назад
Обзор высоких технологий
Техническое распространение
Сборка и установка
Управление развертыванием
Логистика технического склада
Управление демонстрационным оборудованием
Отраслевые решения
Лесная логистика
Прозрачность цепочки поставок
Товарная логистика
Складирование
arrow_forward
arrow_back
Назад
Обзор складского хозяйства
Продукты и услуги
Расположение наших складов
Решения для складской отрасли
arrow_forward
arrow_back
Назад
Обзор решений для складской отрасли
Розничная торговля
Электронная коммерция
Мода
Высокие технологии и электроника
Производство и машиностроение
Химия
Фармацевтика
Медицинские устройства и науки о жизни
Авиация
Складские инновации
Транспорт
arrow_forward
arrow_back
Назад
Обзор транспорта
Автоперевозки
arrow_forward
arrow_back
Назад
Автоперевозки Обзор
Консолидация сборных грузов
Сборные перевозки по Европе
Автоперевозки LTL
Автоперевозки FTL
Навалочные грузы – автомобильный транспорт
Авиаперевозки
arrow_forward
arrow_back
Назад
Обзор авиаперевозок
Решения для авиаперевозок
Бортовой курьер
Чартерные авиаперевозки
Морские перевозки
arrow_forward
arrow_back
Назад
Обзор морских перевозок
Консолидация покупателей и продавцов
Доставка FCL
Доставка сборных грузов
Проектная логистика
arrow_forward
arrow_back
Назад
Обзор проектной логистики
Специализированные транспортные решения
Планирование и управление
Инжиниринг и консалтинг
Филиалы и дела
Судовой транспорт
arrow_forward
arrow_back
Назад
Обзор судовых перевозок
Глубоководные перевозки и фрахтование
Каботажное судоходство
Внутренний водный транспорт
Железнодорожные перевозки
Интермодальные перевозки
arrow_forward
arrow_back
Назад
Обзор интермодальных перевозок
Контейнерное оборудование
Интермодальные перевозки
Экспедирование грузов из порта
Навалом и навалом
Landbridge
arrow_forward
arrow_back
Назад
Обзор Landbridge
Объединение покупателей и продавцов
Доставка LCL
Доставка FCL
Таможенные услуги
arrow_forward
arrow_back
Назад
Обзор таможенных услуг
Продукты и услуги
Rhenus Group
arrow_forward
arrow_back
Назад
Обзор группы Rhenus
О нас
Наши значения
Качество
Корпоративные принципы и здоровье и безопасность
Корпоративное соответствие
Устойчивости
Карьера
. производиться как можно ближе к месту установки электромобилей. Наши специалисты обладают необходимыми знаниями и опытом для сборки этих сложных гибридных батарей, а также полных аккумуляторных систем.
производиться как можно ближе к месту установки электромобилей. Наши специалисты обладают необходимыми знаниями и опытом для сборки этих сложных гибридных батарей, а также полных аккумуляторных систем.
homechevron_right Решения для цепочки поставок
chevron_right Решения для автомобилей
chevron_right Аккумулятор в сборе
arrow_backAutomotive Solutions
contact_mail Контакт
keyboard_arrow_up
keyboard_arrow_up
Наши услуги по сборке аккумуляторных модулей
Исходя из заданной сложности, мы соберем для вас устанавливаемый модуль.
Все, что вам нужно сделать, это предоставить нам все отдельные детали для каждого варианта; мы собираем модули и доставляем их готовыми к установке на «точку прилегания». Таким образом, вариант создается у нас, а не на вашем заводе. Вы можете использовать пространство в вашем местоположении для других видов деятельности.
Мы также строим для вас автомобили целиком. Это включает в себя специальные серии, а также небольшие объемы, для которых адаптация вашего завода невозможна.
Мы также можем выполнить для вас сборку CKD (полностью разобранная). Более того, мы в состоянии осуществить это в странах, в которых у вас нет собственного сборочного производства. Мы будем рады обсудить с вами практически любую идею. И мы всегда находим подходящее решение.
Даже если это звучит самоочевидно: мы поставляем аккумуляторные модули точно в срок и строго в определенной последовательности. Это потому, что вам нужен партнер, который всегда на шаг впереди. Доверие, обученный персонал, эффективные процессы сборки и энтузиазм в отношении вашего продукта. Все это мы предлагаем с нашим сервисом.
Помимо экологически безопасного обращения с батареями на складе или во время сборки, в рамках этого проекта мы стремимся сэкономить ресурсы, находя решения для старых или неисправных батарей.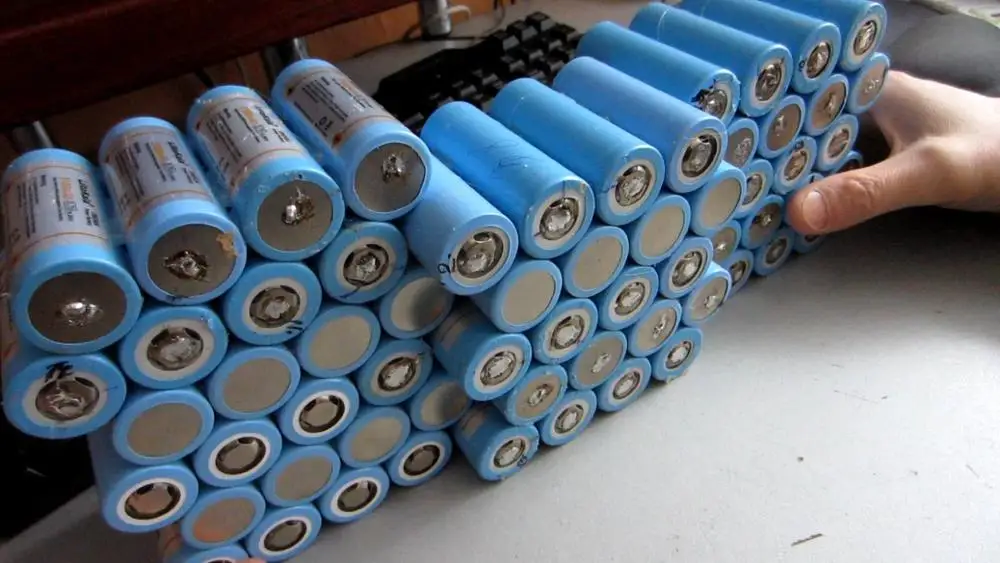
Похожие записи
-

 Ds3231 схема модуля ардуино: Arduino и часы RTC DS3231
Ds3231 схема модуля ардуино: Arduino и часы RTC DS3231 - Uart в ethernet: UART TO ETH, Встраиваемый высокоскоростной модуль-преобразователь Ethernet (TCP/UDP) в UART, Waveshare
- Урбан кизляр суприм: Kizlyar Supreme | Средний охотничий нож Kizlyar Supreme Urban
- Imaxrc x100 прошивка: iMaxRC X100 — Паркфлаер